.jpg) 摘要:针对锁模力为25 000 kN压铸机扩力倍数较低,开合模过程中存在冲击的问题,开展了机铰系统的优化设计研究。首先建立了合模机构的力学模型,通过有限元法计算了结构应力、变形量和刚度,并校核了强度。将肘杆刚度作为参数,建立了机铰系统刚-柔结合多体动力学模型,仿真与测试结果相符合,验证了建模方法的准确性。最后在多体动力学模型基础上,以肘杆铰接点坐标作为设计变量,建立了优化设计模型。将优化设计与原始设计进行对比,扩力倍数由21.45提升到24.57,行程比由1.03提升到1.08,合模过程的冲击力显著减小。 压铸机是有色金属及其合金压力铸造的基础设备,结构复杂。合模机构由模板和机铰等组成,是压铸机的关键机构。每个压铸件生产循环周期都伴随着合模机构的一次开合动作,合模机构的锁模和开模主要通过油缸推动机铰系统,结构示意见图1。机铰系统将油缸的推力快速扩大,推动模板动作。机铰系统是典型的多连杆机构,肘杆(连杆)尺寸设计不合理导致合模机构的扩力倍数不足,合模过程冲击大,模具寿命低,开模和锁模时间长,压铸效率低。要实现大的锁模力需要依靠增加油缸推力,工作能耗高。 目前,压铸机机铰的设计主要基于理论计算方法,由于不能够考虑到合模机构中其他复杂结构零件,以及机铰系统自身各个零部件的变形量影响,因而,计算结果误差大,导致设计的机铰结构不合理。反复设计、制造导致研发周期长、费用高。数字化建模、有限元法和运动学仿真技术的协同应用为压铸机机铰的设计提供全新的解决方案,通过数值模拟技术,不仅可以实现性能的定量设计,而且可以实现最优化设计,显著缩短机铰系统的研发周期,节约成本。
图1 机铰系统示意图 本课题针对企业反馈的锁模力25 000 kN的大型压铸机油缸大,能耗高,以及每次开合模过程中都伴随较高的异常啸叫声的实际问题,基于数值模拟方法开展缺陷原因分析和机铰系统优化设计。提升动型座板行程,同时尽量减少油缸行程,并实现开合模过程中模板运动平稳,无停顿以及噪音现象。 1、合模机构有限元建模 建立锁模力为25 000 kN压铸机合模机构的3D装配体模型,部件的材质分别为QT500和45号钢,材料物理性能参数见表1。分别对装配体模型中的零部件进行离散化,定义各连接部件之间的接触关系及摩擦因数等参数,施加相应的载荷为25 000 kN,并对定型座板的位移自由度进行约束,建立的合模机构力学模型见图2。
表1 材料物理性能参数
图2 合模机构力学模型 对上述力学模型进行求解,得到合模机构的整体位移云图和应力,见图3和图4。通过对该数值模拟结果进行后处理,分别计算出尾板、机铰系统、哥林柱、动型座板与模具、定型座板系统在水平和垂直方向的刚度,见表2,其中机铰系统的垂直刚度1表示机铰系统与尾板连接处的垂直方向刚度,垂直刚度2表示机铰系统与动型座板连接处的垂直方向刚度。
图3 合模机构位移云图
图4 合模机构应力云图 由位移云图可以看出,合模机构的最大位移量为3.22 mm,位于哥林柱靠近尾板一侧端部。不考虑单元接触边界处的局部应力,合模机构最大应力为118 MPa,位于勾铰与尾板连接处内侧,远小于材料的屈服强度320 MPa,故合模机构整体结构能够满足强度设计要求。
表2 合模机构部件及子系统刚度 2、机铰系统多体力学建模 图5是25 000 kN压铸机的机铰系统,属于典型的双曲肘5支铰结构,十字头、小铰、钩铰和长铰分别作为肘杆,各肘杆之间通过转轴连接,A、B、C、D、E为上半铰链中钩铰与尾板、长铰与钩铰、动型座板与钩铰、钩铰与小铰、小铰与十字头之间的铰接点。根据机铰系统的结构及工作机理,建立其运动几何关系示意见图5。
图5 机铰系统运动关系示意 当油缸推动各肘杆运动到达预定状态,机铰系统建立如图5的坐标系,O为A点垂向与机铰系统水平对称轴线交点,按照刚体分析力学,建立参数β、γ、φ、θ参数几何方程为:
式中,L1为A、B铰接点之间的距离,mm;L2为B、C铰接点之间的距离,mm;L3为B、D铰接点之间的距离,mm;L4为D、E铰接点之间的距离,mm;L5为A、D铰接点之间的距离,mm;h1为A、E铰接点之间的距离,mm;αmax为最大启模角,°;β为铰接点BC水平方向夹角,°;γ为铰接点AB与AD的夹角,°;θ为斜排角,°;φ为铰接点DE与水平方向夹角,°。
根据图5坐标系,ABCDE点坐标方程为:
对坐标方程变分,各点的虚位移为:
系统主动力对系统做功为:
式中,P0为驱动油缸输入力,kN;P2为合模力,kN。由于机铰系统为静力平衡系统,则广义力Q=0,即可得到机铰刚体系统静力下的合模力为:
其中:
实际机铰系统为可变形系统,特别在系统运动到接近预定最终位置附近,合模输出力急剧增大,肘杆压缩变形导致各点并未到达预设位置,特别是由于L2变形较大,因此需按照柔性体计算机铰系统,计算流程见图6。考虑到各肘杆的形变,将L2视为柔性体计算。当φ变为
图6 合模力计算流程图
合模过程中,动型座板的行程Sm与驱动油缸活塞的行程S0的比值为行程比,动型座板的速度Vm与驱动油缸活塞的速度V0之比为速度比,行程比KS和速度比KV表达式为:
3、机铰系统性能数值模拟
图7 机铰系统运动学仿真模型 将钩铰和长铰简化为弹簧系统,各部件之间通过转动副约束,设置相应的摩擦因数和部件质量十字头驱动油缸处施加驱动载荷,测量钩铰和长铰的夹角,动型座板的推力、位移和速度。对机铰系统运动学模型进行求解,得到肘杆夹角曲线、机铰扩力倍数的曲线、行程比曲线和速度比曲线见图8。
图8 机铰系统运动学仿真结果 由仿真结果的扩力倍数曲线可以看出,机铰系统由收缩到展开的过程中,钩铰和长铰的夹角逐渐增大,最终达到180°,实现锁模。机铰展开过程中需要克服摩擦力作用,初期扩力倍数由负值逐渐变为正值,在机铰接近锁模状态时,扩力倍数曲线斜率急剧增大,说明扩力倍数快速增加,最大值为21.45。相应的,由行程比曲线可以看出,由选取的仿真初始状态开始,机铰展开过程初期,行程比快速增大,在接近总行程1/2位置处达到最大,最大值为1.39,之后行程比逐渐缩小,在接近锁模状态时行程比降至1.03。由速度比曲线可以看出,机铰展开过程初期速度比快速增大,在接近总行程1/2位置处达到最大,最大值为1.60,之后速度比快速缩小,接近锁模状态时速度比降至0,可以有效减少模具对模板的冲击,提升压铸机以及模具的使用寿命。 采用瑞士Sensormate公司的DU-4D哥林柱测试仪,测试某公司DM2500压铸机的锁模力大小为27 540 kN,驱动油缸压力为16 MPa,油缸直径为320 mm,计算得到DM2500压铸机的扩力倍数为21.40,仿真的扩力倍数结果为21.45,接近于实际情况,因而,该数值模拟方法可靠。
4、机铰系统优化设计
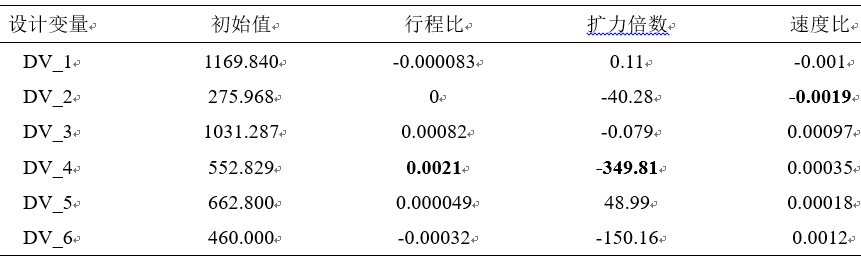
表3 设计变量表 进行设计研究,计算所有设计变量对机铰系统性能影响的灵敏度。将上述各设计变量的原始值为中值,向左右两边各偏离5%~10%作为设计空间和约束条件,对机铰系统运动学仿真优化模型进行求解。得到设计变量对设计目标的灵敏度见表4。
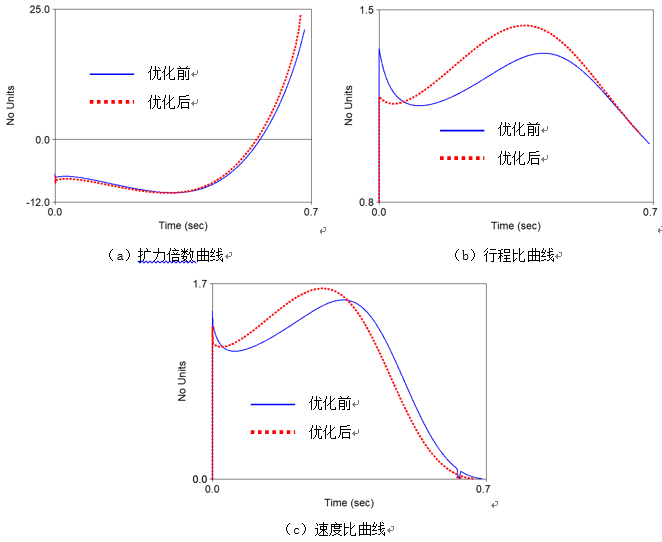
表4 设计变量对设计目标的灵敏度 由灵敏度计算结果可以看出行程比和扩力倍数对设计变量DV_4变化最为敏感,而速度比对设计变量DV_2的变化最为敏感。进而选择试验策略,进行试验设计(DOE)和优化设计,优化前后的设计变量值以及机铰系统性能指标见表5,优化前后的机铰系统扩力倍数的曲线、行程比曲线和速度比曲线见图9。
表5 肘杆铰接点坐标
图9 优化前后机铰性系统性能指标对比曲线 由优化前后机铰系统性能指标对比曲线可以看出,优化后的扩力倍数达到了24.57,较优化前的21.45提高了14.5%,在驱动油缸直径和压力不变的情况下,压铸机的最大锁模力可以达到31 546 kN,若继续保持原锁模力大小,可以相应的减小驱动油缸压力,实现节能降耗。优化后的行程比为1.08,与优化前1.03相比提升了4.85%,变化不明显,但优化后的行程比曲线前段更加低,且更加平滑,中段更高,与优化前相比可以缩短合模时间,避免机铰系统由收缩到展开过程前段时驱动油缸和机铰所受到的冲击。优化后的速度比曲线具备前段平滑,中段更高,末段更低且平滑的特点,说明优化后的动型座板较优化前合模过程中初期速度更低,中间速度更高,临近锁模时速度更低,可以有效避免驱动油缸和模板等所受到的冲击,提升模具和压铸机整机的可靠性性能。 5、结论 (1)肘杆变形对机铰系统性能有较大影响,机铰系统设计过程应考虑肘杆变形量影响。 (2)通过有限元法计算合模机构的刚度和强度,锁模力为25 000 kN时,合模机构局部最大应力为118 MPa,整体结构满足强度设计要求。 (3)考虑肘杆变形量的影响,基于刚-柔结合多体动力学建模和运动学仿真计算,机铰系统的扩力倍数为21.45,接近于实验测试结果21.40,数值模型可靠。 (4)通过优化压铸机肘杆铰接点空间位置可以实现对机铰系统的优化,优化设计后的机铰系统扩力倍数达到24.57,行程比为1.08,较优化前分别提升14.5%和4.85%,锁模过程中驱动油缸、机铰系统、模板和模具受到的冲击更小。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg) 时,β变为
时,β变为.jpg) ,通过迭代计算新的位置点,再根虚位移原理计算广义力,直到达到合模预设位置,广义变量 最终为。
,通过迭代计算新的位置点,再根虚位移原理计算广义力,直到达到合模预设位置,广义变量 最终为。.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


.jpg)

.jpg)
.jpg)