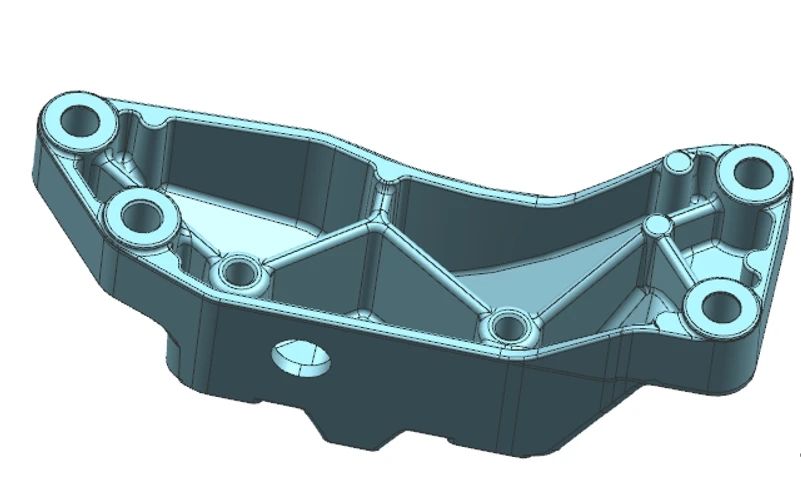
 原标题:基于CAE分析的铝合金变速箱支架压铸工艺设计及优化 摘要:针对汽车变速箱支架结构设计了压铸工艺,使用数值模拟软件对初始方案进行模拟分析。结果表明,铸件充型平稳,排气顺畅,卷气及夹渣都已排入渣包内。但是对试制产品进行CT检测,发现部分区域气孔超过规定要求。结合压铸实际情况,修改相关参数再次进行模拟分析,发现铸件左侧出现铝液对铸件包卷的倾向,右侧区域中铝液流速过快,将渣包进料位置封堵。因此,对初始方案调整左侧流道位置,封堵最右侧流道,加深集渣包。根据优化工艺进行实际生产,铸件气孔大幅减少。 汽车的轻量化,是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。研究证明,汽车质量每下降10%,燃料消耗会降低6%~8%。由于环保和节能的需要,汽车的轻量化得到重视。采用铝合金零件将很大程度上减轻汽车质量,通过前期优化产品结构,采用压铸生产能明显减小产品壁厚,并保持结构强度。而且压铸接近近净成形,成本显著降低,生产效率大大提高。但由于其高速、高压的充型模式,在压铸充填时极易卷入气体,致使压铸件常有气孔及氧化夹杂存在。 在汽车轻量化设计中,悬置及支撑系统零件因其壁厚较厚、质量大等原因,成为汽车轻量化中重要优化部件。本课题以某汽车变速箱支架为对象,结合CAE模拟分析,优化压铸模具设计,解决生产过程中遇到的问题,旨在为同类产品生产提供参考。 1.产品介绍 某汽车变速箱支架的三维结构见图1,最大轮廓尺寸为250 mm×87 mm×98 mm,绝大部分壁厚为5 mm,结构比较复杂,毛坯质量为855g,采用5 000kN压铸机进行生产。压铸件孔隙率按照标准VW50093,并且在静载荷8 kN压力下承压72 h,在模拟装配环境载荷20 kN条件下冲击36次,要求无裂纹、断裂、塑性变形。合金材质为AlSi12Cu1Fe,化学成分见表1。
图1 变速箱支架三维造型示意图
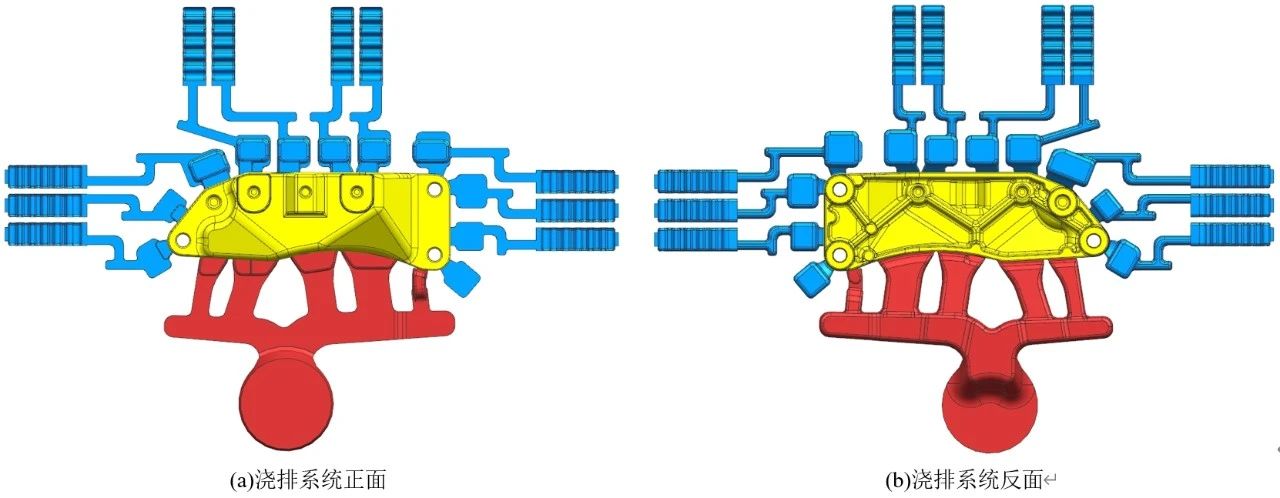
表1 AlSi12Cu1Fe铝合金化学成分 wb/% 2.压铸工艺设计 2.1 浇排系统设计 浇排系统能保证铸件充填时各区域合理配置,排气顺畅,尽可能减少气体的卷入。浇注系统采用多段流道进料,设置于铸件长边位置,以减少铝液填充时间,缩短铝液流程,避免压铸时卷气、冷隔、熔接痕等缺陷。该铸件壁厚为5 mm,内浇口速度为28~35 m/s,内浇口截面积为492 mm2,取直径为Ф80 mm的活塞,内浇口截面积与活塞截面积为1:10.21。根据伯努利原理可得,当内浇口流速为35 m/s时,活塞速度为2.7 m/s。 排溢系统采用渣包与大流量排气,通过渣包后面排气板的延伸,提高排气面积,从而增加排气量,渣包有助于将压铸时混进铝液中的脱模剂、润滑颗粒、与空气接触的氧化铝液、流动前端所卷入的气孔从型腔排出,存放于渣包内,保证铸件的品质。浇排系统设计见图2,表2为浇排系统工艺参数。
图2 变速箱支架浇排系统
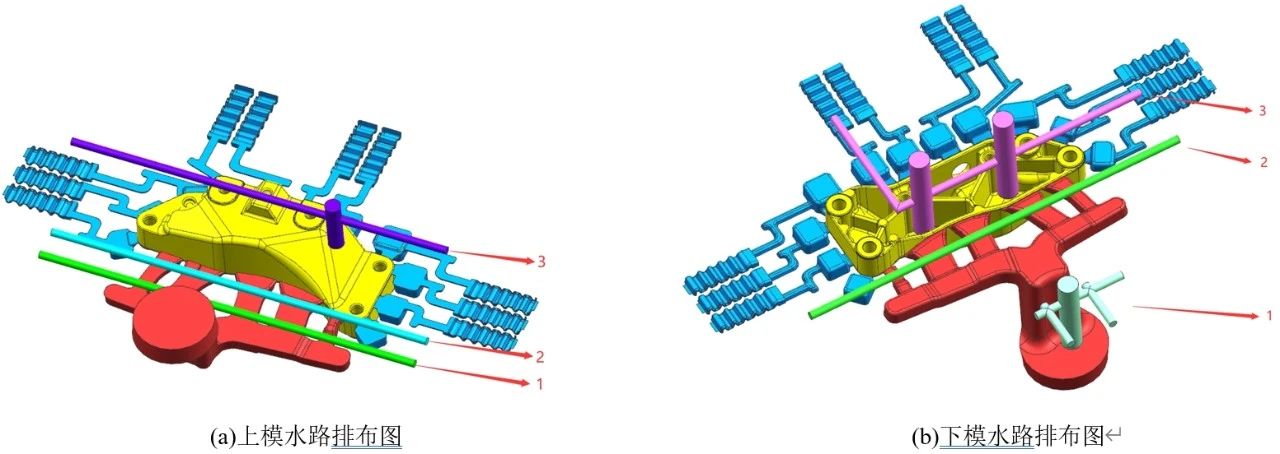
表2 浇排系统数据 2.2 冷却系统设计 在铸件壁厚区域设置冷却水,确保壁厚区域冷却效果,避免壁厚区域出现缩松及缩孔。冷却系统设计时受顶针及型芯位置的影响,难以完全顾及铸件所有壁厚区域,但仍要尽可能兼顾模具热平衡与铸件壁厚区域的冷却。冷却系统见图3。
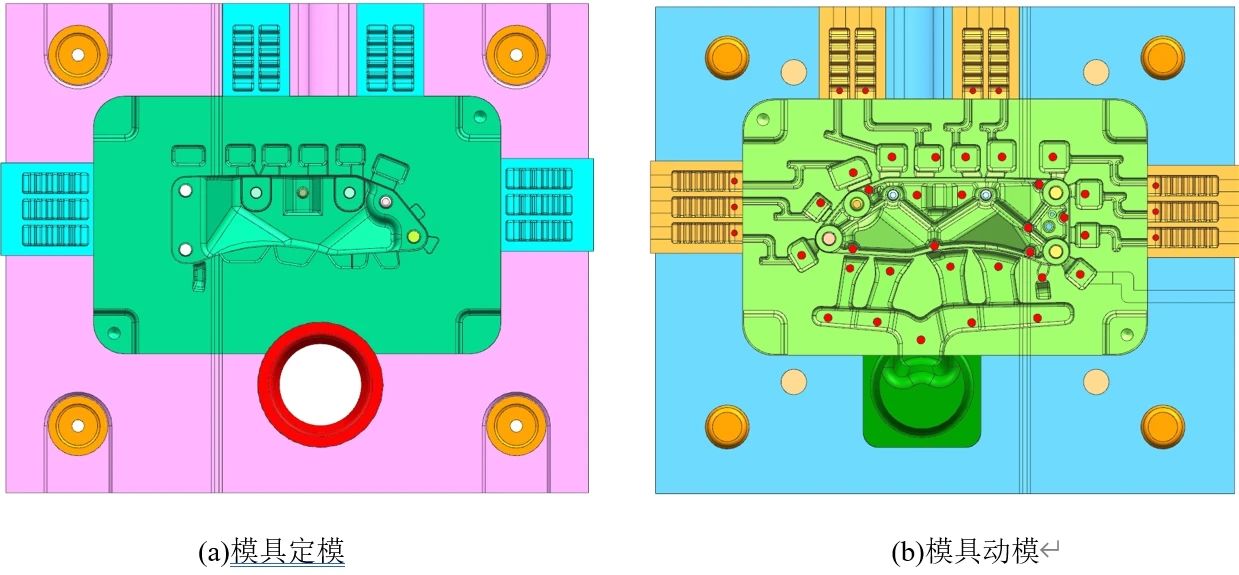
图3 冷却系统设计图 上模水路排布采用直通冷却加水井结构。水路1作用为降低模具浇口侧温度,保证模具热平衡;水路2在降低浇口侧温度时,冷却铸件侧面,避免侧面开模时出现拉伤、冲料等压铸缺陷;水路3起冷却铸件的作用,由于铸件有形状高低,所以增加冷却水井,确保铸件冷却均匀。 下模水路排布采用直通冷却加水井结构。水路1作用为冷却料饼区域,此区域为整个铸型中最厚的区域,凝固最晚,增加冷却可缩短此区域冷却时间,提高生产效率;水路2作用为降低模具浇口侧温度,保证模具热平衡,水路3在降低浇口侧温度的同时冷却铸件内部,减轻进浇口对模具的冲蚀,同时避免铸件在此区域出现的拉伤、冲料等压铸缺陷;因为铸件有形状高低,所以增加冷却水井,使水路跟随铸件形状进行冷却,确保铸件冷却均匀。 2.3 模具设计 根据浇排系统与冷却系统设计模具见图4。
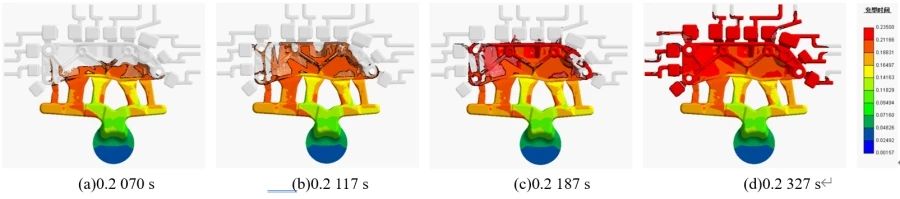
图4 模具设计图 3.数值模拟与缺陷分析 3.1 模拟参数设置 采用CAE软件对所设计压铸工艺方案进行充型凝固过程模拟。根据工艺设计,浇注温度为660 ℃,活塞直径为80 mm,压射速度低速为0.5 m/s,高速为2.7 m/s。模具材料为SKD61钢,预热温度为120 ℃,工作温度为200 ℃。冷却介质设置为水,控制进口水温为25 ℃。 3.2 充型过程分析 铸件充型过程反面示意图见图5。可以看出,铸件充型0.2 070 s时,金属液通过内浇口呈发散状进入型腔,见图5a;铸件充型0.2 117 s时,铸件的下端型腔基本填充完成,金属液往上继续填充型腔,见图5b;铸件充型0.2 187 s时,铸件的中部型腔几乎填充完成,金属液开始充填两侧型腔,两侧充型过程基本保持同步,有少量金属液流向溢流槽,见图5c;铸件充型0.2 327 s时,铸件几乎填充完成,金属液流向溢流槽,见图5d;铸件充型0.2 3500 s时,充型完毕。充型分析显示,当充型结束时,型腔完全充满,没有出现浇不足的现象。
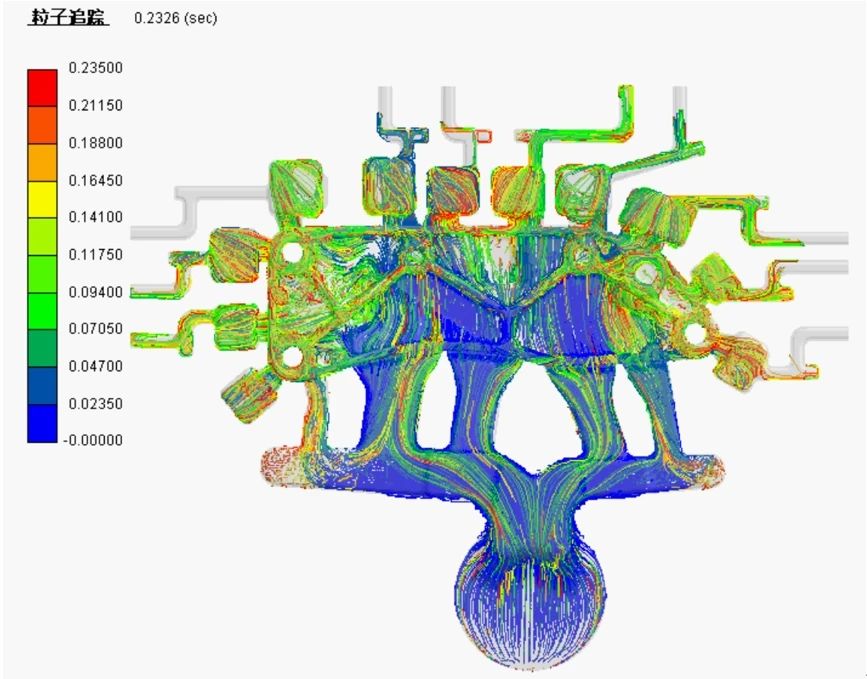
图5 铸件充型过程图 粒子追踪见图7,可以看出,金属液在填充型腔的绝大部分过程中,粒子弯折的情况较少,大部分以流畅的曲线向前充型,充型平稳,卷气情况较少。
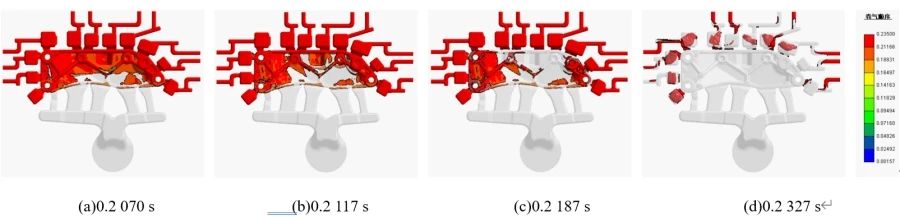
图6 铸件卷气顺序示意图
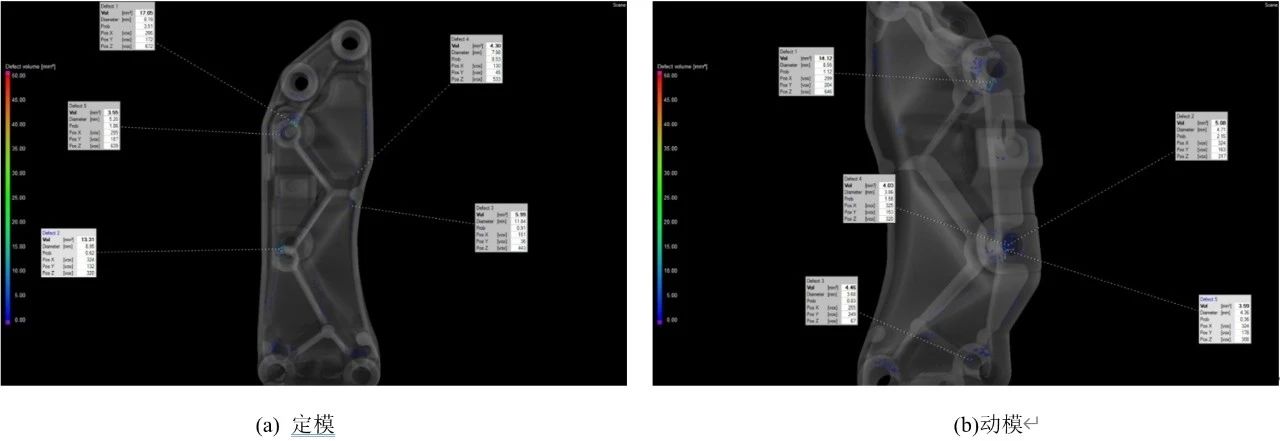
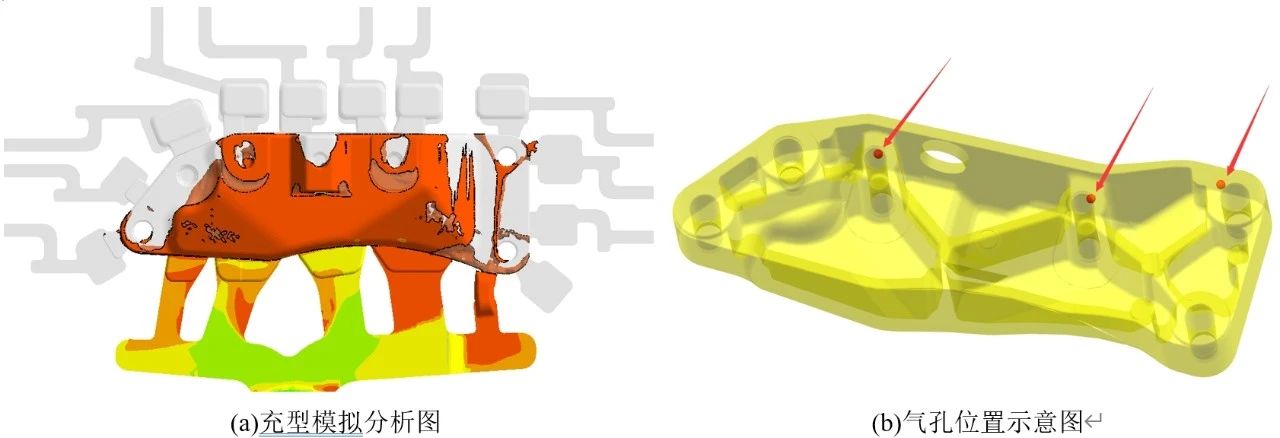
图7 粒子追踪图 3.3 生产缺陷分析 3.3.1 试制缺陷介绍 按照设计制造模具后进行试模,后续机加工及抛丸后对压铸件进行检验,尺寸确认合格,表面无缺陷。再使用CT设备进行内部孔隙率检测时,部分区域气孔超过规定要求,气孔主要位置见图8。
图8 零件气孔区域位置图 3.3.2 模拟分析缺陷的形成原因 铸件各区域排气良好,气孔出现部位位于浇口远端,可能是铝液中卷气夹杂没有彻底排出导致的,结合现场压铸实际情况,采用现场压铸生产参数再次进行模拟分析,模拟分析与实际缺陷对比见图9。可以看出,铸件左侧出现铝液包卷的趋势;铸件中间区域较慢,有裹气的风险;铸件右侧区域中铝液流速过快,直接将渣包进料位置封堵,使渣包无法再进行排气,缺陷位置与实际试产情况吻合。
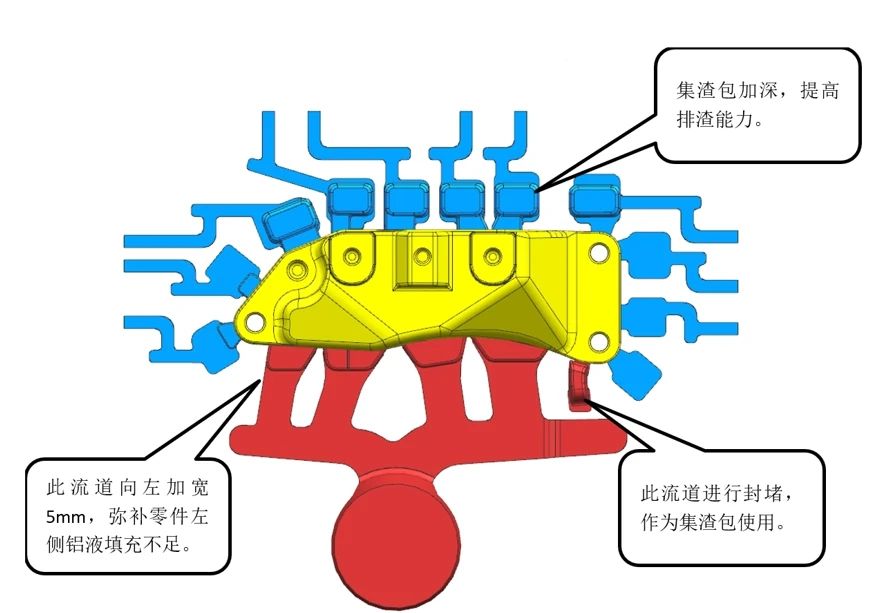
图9 模拟分析与实际缺陷对比 4.工艺优化 4.1 工艺优化措施 对浇排系统进行调整,最左侧流道向左加宽5 mm,弥补零件左侧铝液填充不足;中部区域的集渣包加深,提高排渣能力;对最右侧流道进行封堵,作为集渣包使用,减缓右侧区域填充速度。工艺优化方案见图10。
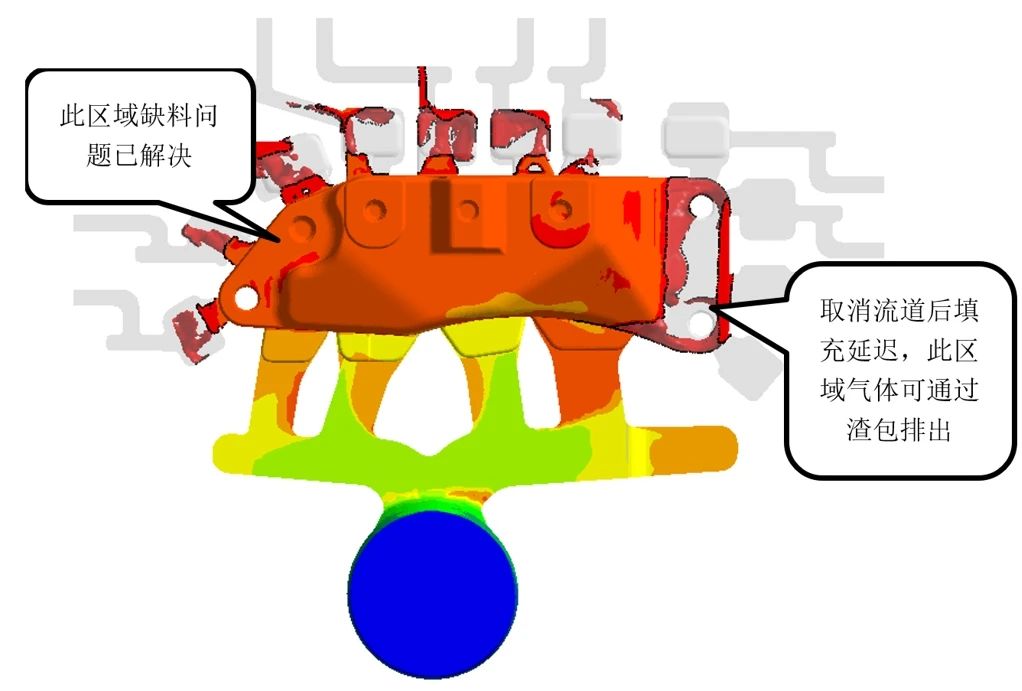
图10 工艺优化方案图 4.2 工艺优化验证 调整后再次采用CAE软件进行模拟,模拟结果见图11。可以看出,调整左侧流道后,铸件左侧缺料问题得到解决;取消右侧流道后,右侧充型延迟,右侧区域气体可通过渣包排出。
图11 工艺优化模拟结果 经过对工艺修改,产品再次试模,经CT检验后合格。目前已通过载荷实验,产品正常批量生产。
5.结论
作者 |


.jpg)

.jpg)
.jpg)