 原标题:基于变密度法的压铸机模板拓扑优化设计 摘要:针对当前压铸机合模机构中模板质量大、成本高的问题,结合工程实际应用情况,采用基于变密度法的结构拓扑优化和尺寸优化联合设计方案,应用Optisruct软件分别对定模板、尾板和动模板进行了优化,建立了相应的拓扑优化设计模型,定义了优化目标函数和约束函数,研究了约束体积分数和惩罚因子对拓扑优化结果的影响。通过与优化前的模板结构进行比较,三大模板的总质量由74.68 t减少为66.35 t,减重率达11.5%,且应力分布更加均匀。 当今制造业中广泛使用的大型复杂轻合金结构件主要采用压力铸造工艺生产,压铸机作为压铸工艺的重要设备,结构复杂。合模机构是压铸机最关键的部件之一,通常由模板和曲轴机构等系统组成。压铸机主要通过曲轴机构将油缸的力快速扩大,推动模板运动。模板系统通常包括动模板、定模板和尾板。模板是压铸机的重要功能部件和主要受力件,同时也是运动部件,其结构合理性是影响压铸设备工作效率、成本和能耗的关键因素。 我国压铸机大量采用类比设计的方法,与外国同级别压铸设备相比,质量平均高16%。针对企业提出的锁模力(合型力)为30000kN的DM系列大型压铸机模板重量大、能耗高以及因此导致的在开合模过程中出现的模板平行度不一致等问题,本研究采用基于变密度法的连续体结构拓扑优化方法,使用专业的拓扑优化设计软件Optistruct对大型压铸机的模板机构进行了优化设计,获得更为合理的模板结构,为整机的轻量化设计提供了依据。 1.优化设计算法 大型压铸机合模机构中的3个模板通过曲轴机构和哥林柱相连接。通过对压铸机合模机构的静动态分析和热—结构耦合分析,得知定模板和尾板的安全系数较高,为了降低结构成本,可以对其进行拓扑优化以减轻质量。采用连续体拓扑优化方法中的变密度法,该方法将连续体结构有限元模型微观单元的相对密度作为拓扑优化的变量,假定材料弹性模量与相对密度之间有某种关系,以达到结构总体刚度最大值为目标,使结构中材料布局趋于最优。变密度法通常采用两种模型:SIMP(固体各向同性材料惩罚模型)和RAMP(材料属性有理近似模型)。当惩罚因子取相同值时,SIMP模型曲率更大,这说明SIMP模型对中间材料密度单元的惩罚效应比RAMP模型更好。SIMP模型的数学式可以表示为:
式中,M为结构的质量;n为总单元数量;ρi和Vi为第i个单元的相对密度和体积;C(ρ)为结构刚度;U为结构的位移矢量;K为结构刚度矩阵;p为惩罚因子;ui和ki为第i个单元的位移量和刚度;ρmin为防止矩阵奇异设定的单元相对密度最小值。 而动模板安全系数较低,局部最大应力值接近材料的屈服强度,故通过尺寸优化对其进行适度的优化设计,本文主要通过改变动模板单元厚度对其进行优化,数学模型可表示为:
式中,T为设计变量;M(T)为结构质量;u和[u]为结构的位移量和最大允许位移量;σ和[σ]为结构的应力和最大允许应力;te为第e个单元的厚度;n为单元的数量;temin和temax分别为第e个单元允许的最小厚度值和最大厚度值。 同时,式(1)和式(2)需满足K-T条件(库恩—塔克条件):
式中,f(x)为优化目标;x为设计变量;gj(x)为设计变量对应的灵敏度。再引入拉格朗日函数:
式中λ为拉格朗日乘子,求解(4)式最小值的条件为:
变密度法拓扑优化的求解流程见图1。
图1 基于变密度法的拓扑优化流程图 2.模板有限元建模分析 通过对压铸机合模机构进行刚体系统的动力学仿真,得到机构内各模板在连接处的受力情况。因为合模机构运动过程中存在摩擦力,为了使仿真更加符合实际工况,在运动副上添加摩擦力。各运动副之间的静摩擦系数设置为0.18,动摩擦系数设置为0.12。 合模过程中,当定模板和动模板通过模具开始发生接触时,机铰和哥林柱会发生弹性变形,合模终止时,在模具上会产生锁模力,定模板、动模板和连接的模具之间会发生碰撞,所以需要在它们之间设置一个接触。
经过仿真分析,得到合模机构中各主要参数的时间历程曲线。液压油缸的推力、锁模力随时间变化的曲线见图2和图3。最大液压缸推力为
压铸机模板的材料及力学性能见表1。
表1 模板材料及力学性能参数 三大模板的尺寸(水平×垂直)均为2 620 mm×2 620mm,模板上四个哥林柱孔的直径均为340 mm,哥林柱内距为1 940 mm,压射室法兰高度为280mm,压射室法兰凸出定模板的高度为30 mm。在Optistruct模块下建立合模机构三大模板优化前的有限元模型。定模板的模型见图4a,单元数量73865个,在定模板与模具接触面施加了图片的载荷,约束该接触面背面的平面,约束哥林柱端面孔上Z方向位移。尾板的模型见图4b,单元数量42 576个,在铰链孔处施加了图片的载荷,约束哥林柱与螺母接触位置Z方向的位移。动模板的模型见图4c,单元数量为45673个,在铰链孔处施加图片的载荷,在动模板与模具接触面上添加Z方向约束。
图4 模板优化前有限元模型 进行求解,其中定模板的有限元分析图见图5,局部最大应力值为148 MPa,结构最大变形量为0.67 mm,最大变形位置接近于中心通孔处。
图5 定模板优化前有限元分析结果 尾板的应力与变形分布图见图6,局部最大应力值为156 MPa,最大应力位于机铰安装板与哥林柱孔之间的加强板处。结构最大变形量为1.93 mm。
图6 尾板优化前有限元分析结果 动模板的应力与变形分布图见图7,其最大应力值115 MPa位于加强筋板靠近沉台附近,结构最大变形量为1.12 mm。
图7 动模板优化前有限元分析结果 3.定模板和尾板的拓扑优化 3.1 定模板拓扑优化设计 以单元密度作为设计变量,以模板重量最小、变形量最小作为优化约束条件,通过变密度法在Optistruct模块中对定模板进行拓扑优化。涉及到的控制参数主要有惩罚因子(DISCRETE),优化体积百分比(Volumefrac),控制精度(OBJTOL),最小结构尺寸(MINDIM),最大迭代次数(DESMAX)等,其中惩罚因子和体积百分比为主要影响因素。 因此首先改变惩罚因子的大小,其他控制参数依据经验进行设置并保持不变。迭代完成后,发现随着惩罚因子由2、3到4的逐渐增大,定模板刚度逐渐增大,然而惩罚因子取值过大也会导致优化后的结构可制造性差。 接着改变优化体积百分比的大小,其他控制参数保持不变,惩罚因子设置为3。迭代完成后,发现随着体积百分比由0.6、0.4到0.2的逐渐降低,结构刚度逐渐减小,迭代步数逐渐增加,因此也会导致优化计算的时间增长。 基于以上迭代历程的情况,最终选定拓扑优化控制参数见表2。
表2 定模板优化控制参数 经过16次迭代后得到定模扳的相对密度云图,设置单元密度阈值为0.5,结构中单元密度低于0.5的部分将以半透明状显示,见图8。去除单元相对密度为0的区域,保留单元相对密度为1的高亮区域,对于单元密度值位于0.5~1的区域,以质量最小化为目标进行部分删减,并结合实际制造可行性,最终确定定模板优化后的几何模型见图9。
对优化后的定模板进行仿真分析,施加的条件与优化前相同,分析结果见图10。最大应力位置和最大变形位置均与优化前基本相同,符合设计要求。最大应力值位于上方两个哥林柱孔附近,大小110 MPa,最大变形量为0.46 mm。相较于优化前的最大应力值148 MPa和最大变形量0.67 mm,结构刚度显著提高。且优化后结构整体重量降低4.8 t。
图10 定模板优化后有限元分析结果 3.2 尾板拓扑优化设计 尾板的拓扑优化控制参数设置过程和定模板相似,最小结构尺寸(MINDIM)还设置为设计空间平均单元尺寸的2倍。最终选定参数见表3:
表3 尾板优化控制参数 经过18次迭代后得到尾板的相对密度云图,设置单元密度阈值为0.4,结构中单元密度低于0.4的部分将以半透明状显示,见图11。根据拓扑优化单元密度结果重新确定尾板的设计方案,可在尾板与机铰系统相连接的上下两侧分别增添两个半拱形孔,优化后的尾板几何模型见图12。
对优化后的尾板进行有限元分析,施加的条件与优化前相同,得到分析结果见图13。最大应力值为179 MPa,最大应力仍然位于机铰安装板与哥林柱孔之间的加强板处。较优化前结构的最大应力值156 MPa有小幅度增加,原因是经过拓扑优化后的尾板上下两侧位于半拱形孔上方处更易产生应力集中现象,可以在后续过程中通过增大倒角或局部加厚等方式来弥补结构的局部强度,降低局部应力。最大变形量约为1.07 mm,相较于优化前的1.93 mm有了显著的优势,说明结构刚度有所提高,且优化后的尾板重量降低了2.73 t。
图13 尾板优化后有限元分析结果 4.动模板的尺寸优化 合模机构中的动模板是主要的受力部件,在压铸过程中模具一般安装在动模板上跟随其一起运动,因此在设计过程中要保证动模板具有足够的刚度。考虑到在实际生产中动模板上要安装顶针、油缸等功能性部件,使得优化设计空间较小,因此将动模板内部加强筋板的厚度和沉台面的高度作为设计空间。将筋板厚度由150 mm降低为135 mm,为避免局部应力过大将内部台面高度降低至油缸安装孔处,优化后的几何模型见图14。
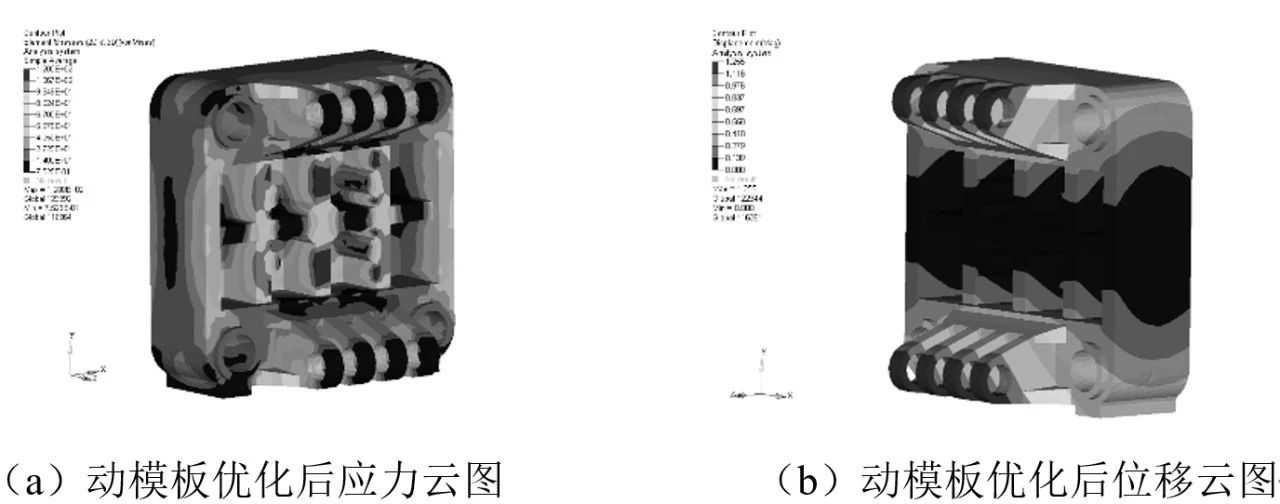
图14 动模板优化设计后几何模型 施加与优化前相同的载荷和约束条件,对优化后的动模板进行有限元强度分析,得到分析结果如图15所示。最大应力值为120 MPa,相比于优化前的115 MPa略有增加,原因是经过尺寸优化后的动模板结构应力集中现象更为明显,但仍在材料的许用应力范围内,最大应力值的位置由侧边的加强筋板转到了中间的加强筋板。优化后贯穿3个加强筋板的中间板上的应力值达到了最小值0.75 MPa,小于优化前的最小值1.12 MPa,且从优化前后的应力分布云图对比可以看出优化后的动模板加强板上的应力分布更加均匀。最大局部变形量为1.26 mm。动模板总质量降低了0.8 t。
图15 动模板优化后有限元分析结果 通过对压铸机定模板、尾板的拓扑优化及对动模板的尺寸优化,三大模板的整体关键尺寸并未发生变化,局部应力、变形以及整体重量有了明显的改变。优化前后结构参数对比见表4。
表4 优化前后模板参数对比表 从表4中可以看出,定模板和尾板的减重效果较为明显,动模板的减重量较少。定模板在减重的同时最大应力和最大变形量都有显著降低,最为符合优化初衷。虽然结构上的拓扑优化和尺寸优化致使动模板和尾板在优化后的局部最大应力值有所增加,但依然在结构材料允许范围内。模板系统中三大模板总质量为72.32 t,经优化后减少了8.33 t,减重率达到了11.5%,减重幅度明显,实现了轻量化设计的目标。
5.结论
作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg) ,最大锁模力为
,最大锁模力为.jpg) 。
。.jpg)
.jpg)
.jpg)
.jpg)
.jpg)









.jpg)

.jpg)
.jpg)