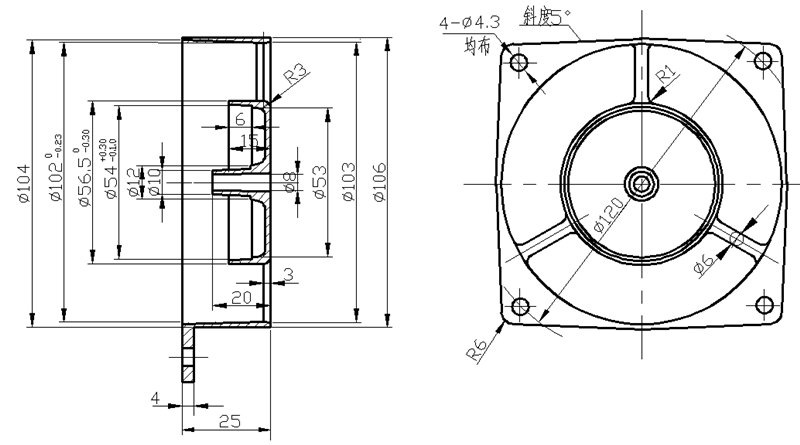
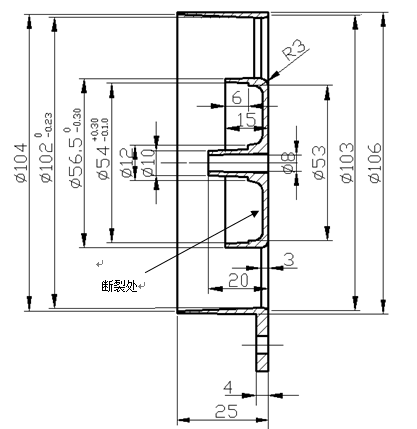
 图1:正向机壳零件图 铸件结构分析 图1和图2分别为单法兰式轴流风机正、反向铝合金(YL102)机壳零件图。可以看出是由内缘端盖和外缘带法兰筒型件两部分组成的复合结构,内外缘之间由3条Ф5mm的圆截面筋联成一体。两种机壳的区别在于正向机壳的外缘法兰与內缘端盖处于机壳的两端,而反向机壳的外缘法兰与內缘端盖同处一侧。它们的特点是整体强度低、外缘筒壁薄而长且对型芯的包紧力大。在压铸模设计时,若都采用传统的全推杆推出机构,则会产生截然不同的结果。
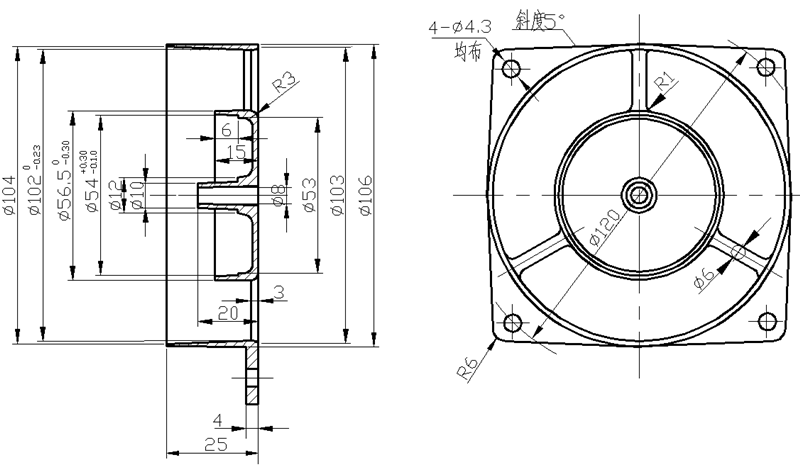
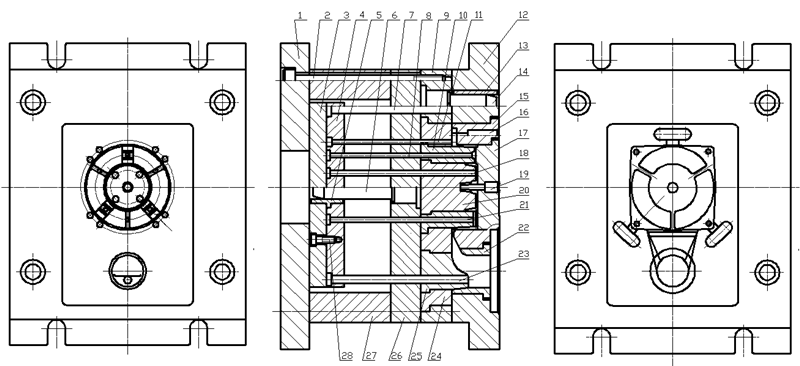
图2:反向机壳零件图 正向机壳压铸模结构分析 正向机壳压铸模总装图见图3。按传统结构将型腔设置在定模,型芯设置在动模。加入冷压室的熔融铝料被压射冲头高速压入浇口套直浇道,在分流锥的导引下垂直向上经定模镶件15的横浇道、内浇口注入型腔,增压并冷却后开模;压铸机顶出缸推动推板3,再推动全部推杆顶出机壳铸件。图4是动模镶件,由于8根Φ4 mm外缘推杆11的顶出位置巧妙地放置在紧贴Φ102 mm内孔的Φ108 mm直径上,因而Φ4 mm推杆端面的一半与机壳铸件的外缘筒壁相重合,使机壳铸件在经受强大的顶出力时不会发生任何变形更不会发生断裂。由此正向机壳顺利成型并顶出。
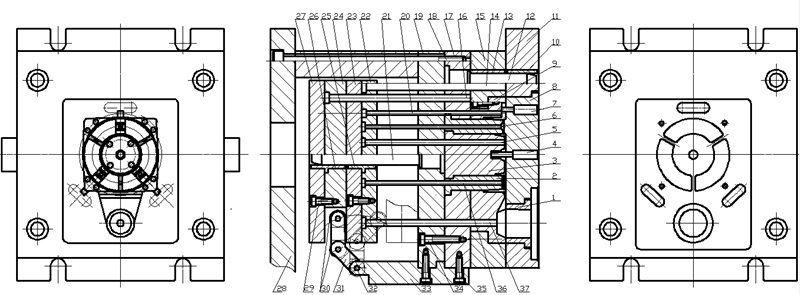
图3:正向机壳压铸模总装图 1.底板2.动模紧固螺钉3.推板4.推杆固定板 5.推板导套6推板导柱7.复位杆8.筋推杆 9.动模板 10.外缘筒型芯11.外缘推杆12.定模板 13.定模导套 14动模导柱15.定模镶件16.安装孔型芯 17.定模型芯18.內缘推杆19. 轴承室孔型芯20.内型芯21.筋推杆 22.浇口套 23.直浇道推杆24.动模镶件 25.分流锥26.动模盖板27.垫块 28. 圆柱头内六角螺钉
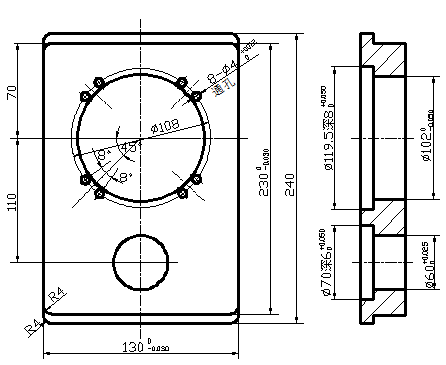
图:4动模镶 反向机壳的结构工艺分析 反向机壳壁厚仅1mm,而安装法兰厚度为4 mm,其背部交汇处强度相差悬殊,存在严重的应力集中。当该处受推杆顶出时极易发生碎裂(见图5)。这是因为反向机壳的结构决定了只能将外缘筒形件型腔放置在动模,而外侧的顶出力点只能放置在最边缘的法兰凸耳根部(Ф4.5 mm安装孔旁边),这样的结果在顶出时会使筒壁的凸耳断裂。采用摆杆式二级推出机构使处于型腔内的机壳铸件在摆脱筒壁与型芯的大包紧力之后再从型腔将铸件推出。
图5:断裂位置图 模具结构的确定 浇注系统分析 反向机壳浇注系统采用了侧浇口,由外缘法兰处进料通过三条联接筋向内侧填充,这样3条联接筋便充当了内缘实体的内浇口。选择侧浇口最大的优点是去浇口便捷,由图2可知,只有正对横浇道的一条筋是最流畅的通道,而其余两条筋是靠撞击后的回流进行填充,因压力损失很大,当增设3片辅助浇口便可顺利完成充型,机壳表面质量合格。 二级推出机构 图6为机壳压铸模总装图。在推出机构增加了一组推板(见件24、27),前后两组推板的运动速度差依托摆杆31(对称的二件)实现。其基本原理是:①压铸机的顶出油缸活塞杆推动后推板27,此时件22、23、24和27及安装其上的所有推杆同时向前推进,使推件板15(由推杆16推动)和其余推杆同时推动铸件脱离型芯,完成第一次脱模;②压铸机顶出油缸活塞杆继续向前推动,后推板已接触安装在摆杆31上的滚轮30,由于摆杆135°夹角的作用,使安装有推杆5、6、20、36、37的前推板组向前运动的距离超越推杆16(推件板由它推动)向前运动的距离S0,因而铸件与安装在推件板内的型腔(即动模镶件9)产生相对位移,铸件顺利脱模。
图6:机壳压铸模总装图(再推出结构)
在顶出的第一阶段推件板推杆和内外缘推杆的顶出距离相同,说明在这一过程中推件板带动型腔的推出与內外缘推杆的推出是同步的,其目的是可将机壳铸件先顺利脱出动模型芯;在顶出的第二阶段摆杆已被触动,当摆杆绕连杆转轴转至图示位置时内外缘推杆即将开始超前状态;在顶出的第三阶段摆杆转动至极限,此时内外缘推杆超前推件板推杆的顶出距离So,具体计算过程如下:
压铸模特点分析 结论 在考虑顶出方案时,应较全面地评估压铸件的刚度和强度。有些压铸件看似简单,但却无法实现一次推出;应该看到二级推出机构毕竟相对复杂,故采用二级推出机构是不得已而为举,模具设计时全推杆一次推出机构仍应作为首选。
作者:肖洪波 本文素材来自:《特种铸造及有色合金》杂志社2019年第39卷第02期 |
.jpg)

.jpg)
.jpg)