.png) P-Q图技术,主要研究的是压铸高速填充阶段,将压铸机为能量输出端、模具为能量需求端,两者共同作用的结果为铸件。这种能量供需的结合,就形成了一个压铸机-压铸模系统,这个系统得到合理匹配后,可提高压铸工艺的灵活性及铸件的质量。于压铸机而言,每台压铸机的压射系统都有自身的特性,即P-Q图的设备线,它反映了压室中最大金属静压与流量的关系。于模具而言,当浇排系统确定之后,这副模具也形成了其独有的特性,即P-Q图的模具线,它反映了内浇口流量与压射比压的关系。根据铸件工艺需要,模具需获得一定的压射能量才能保证压铸件成型。 本文主要以滤波器大腔体的压铸模,来介绍P-Q图的推导、绘制,及验证模具设计与优化压铸工艺的应用。 一、P-Q图的推导及绘制 1、P-Q图的设备线 压铸机压射有3种状态:正常压射状态、压射冲头停滞、压射冲头速度最大。 上述3种情况,可以用下式函数关系描述: (1)式中,Ps为压射冲头在料缸金属液内产生的有效压力,MPa;Pa为储能器压力,MPa;vp为冲头速度,m/s;vd为空压射速度,m/s。见图1所示。
图1:压铸机压射机构简图
(2)式中,P为压射冲头施于金属液的压力,MPa; As为压射活塞面积,cm2;Ap为压射冲头面积,cm2; Q为金属液流量,L/s; Qd为空压射时等量的金属液流量,L /s。
图2:P-Q图的设备线 2、P-Q图的模具线 根据伯努利方程,同一流线上单位质量流体的机械能总和不变,模具浇道处可为下式: (3)式中,H1为冲头处的高度,mm;P1为冲头作用在铝液上的压力,MPa;v1为冲头的压射速度,m/s;H2为内浇口处高度,mm;P2为内浇口出口处大气压,MPa;v2为金属液内浇口处速度,m/s。见图3。
图3:浇注系统示意图
因为,冲头和内浇口端面位置高度差不大,即(ρgH1-ρgH2)相对于P1是一个很小的值,所以H1、H2两项断面高度忽略不计; 冲头提供压力P1>>>内浇口出口处大气压P2(两个数量级的差异),故P2可以忽略不计; 冲头速度v1<<<内浇口处合金液速度v2,故v1可以忽略不计; (4)金属液有粘性,内浇口截面积等因素影响,无法把压力完全转化成金属液流速,用一个Cd加以考虑,称为流量系数,式(4)可为: (5)因为,速度v=流量Q/截面积A,根据式(5)压射压力P可为:
(6)P为压射冲头施于金属液的压力,MPa;ρ为金属液密度,g/cm3;g为重力加速度,m/s2;Q为填充流量,L/s;Ag为内浇口截面面积,cm2。
图4:P-Q图的模具线 其中,Cd为衡量能量损失的参数,金属液通过浇注系统,从分流锥、横浇道到内浇口的过程中,会产生压力(流量)的损失。损失的大小取决于浇注系统的几何形状、尺寸和表面粗糙度,损失的大小还与金属液流速成正比。当无流量损失,Cd=1;当设计好的浇注系统,Cd=0.8;当设计一般的浇注系统,Cd=0.6;当设计差的浇注系统,Cd=0.4-0.5。 二、压铸工艺窗口的制定 1、内浇口速度参数的确定 依据铸件平均壁厚、铝液流动距离、铸件复杂程度、内外质量要求等,确定好符合铸件条件的内浇口速度vg范围。再根据式(5),可将内浇口速度vg转换为压射压力P,并在P-Q图中纵坐标将其要求区间体现出来,见图5。
图5:Vg转换为P在P-Q图中的体现 2、填充时间参数的确定 (7)式中,Q为填充流量,L/s ; V为模具型腔填充体积,mm3;t为填充时间,s。 依据铸件平均壁厚、铝液流动距离、铸件复杂程度、内外质量要求等综合评估,确定好符合铸件条件的填充时间范围,再根据式(7),可将填充时间t转换为填充流量Q,并在P-Q图中横坐标将其要求区间体现出来,见图6。
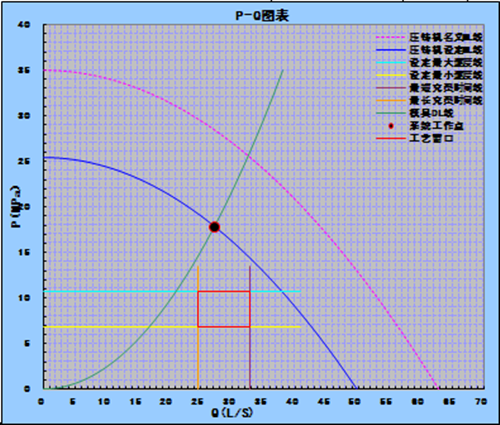
图6:t转换为Q在P-Q图中的体现图 3、压铸工艺窗口的确定 根据以上2.1、2.2分别确认好铸件所需的内浇口速度范围及填充时间范围转换为压力P范围和流量Q范围后,在P-Q图中两者形成一个相交窗口,即工艺窗口,见图7。
图7:压铸工艺窗口示意图 三、P-Q图的设备线、模具线和压铸工艺窗口三者结合运用 P-Q图技术是从能量守恒角度,通过压力P和流量Q联系起来分析压铸机、模具、铸件之间的关系。压铸机为能量输出端,模具为能量需求端,铸件为压铸机和模具两者共同作用的结果。当压铸机输出能量和模具需求能量相符时,可得到理想的铸件。反之质量难以保证。 1、合理的P-Q图 当压铸机输出的能量和模具需求的能量相符时,即P-Q图的设备线和模具线的交点在压铸工艺窗口内部位置,见图8,视为合理。
图8:合理的P-Q图 2、不合理的P-Q图 当压铸机输出的能量和模具需求的能量不匹配时,即P-Q图的设备线和模具线的交点在压铸工艺窗口外部位置,见图9,视为不合理。当压铸机提供的压射能量远小于模具需求量时,铸件可能出现冷隔等铸造缺陷;当压铸机提供的能量远大于模具需求量时,可能出现涨型飞料、模具冲蚀、裂纹、粘模等缺陷。
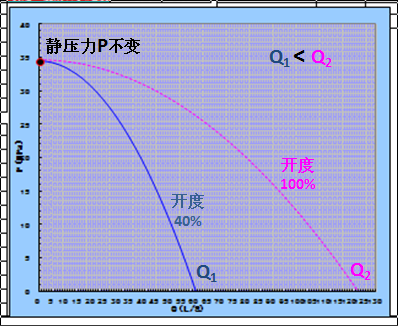
图9:不合理的P-Q图 四、P-Q图优化模具设计及压铸工艺的具体调整方法 1、P-Q图的设备线的调整方法 调节速度控制阀的开度 速度控制阀控制压射速度的大小,其开度%和速度v成正比关系。流量Q等于速度v和截面积A的乘积,所以控制阀开度和流量成正比关系,而金属静压力P不变,如图10所示。
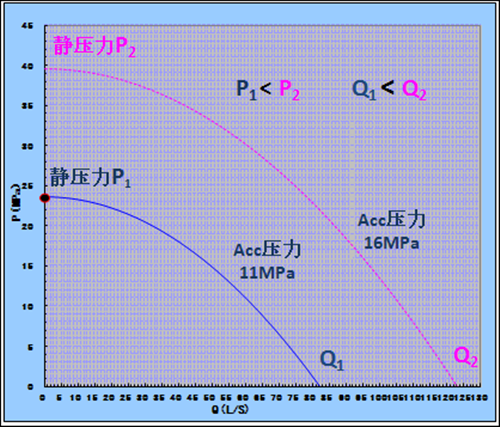
图10:速度控制阀开度对P-Q图的影响图 2、调节储能Acc压力 由式(2)可知,压铸机储能Acc压力与金属静压力P、流量Q均为正比关系,其变化如图11所示。
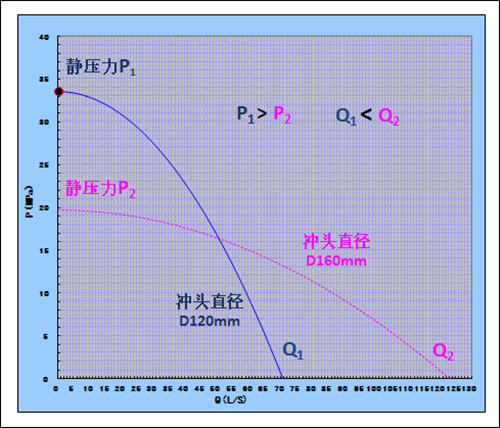
图11:储能Acc压力对P-Q图的影响 3、调整冲头直径 由式(2)可知,冲头直径和金属静压力成反比关系,和流量Q成正比关系,如图12所示。
图12:冲头直径对P-Q图的影响 4、P-Q的模具线的调整方法 由式(6)可知,内浇口截面积Ag和压力P为反比关系,流量Q为正比关系,如图13所示。
图13:内浇口截面积Ag对P-Q图的影响 五、滤波器腔体压铸件、模具及压铸机的相关工艺参数 1、压铸件 案例为滤波器大腔体铝合金压铸件,如图14所示,长×宽×高:504mm×357mm×60mm,平均壁厚d=2.5mm,铸件重量G=7200g,压铸铝合金材料为ENAC-44300。铸件壁厚不均匀,内腔多处薄筋、孤立柱子等结构,较为复杂,压铸成型困难。
图14:滤波器腔体铝合金压铸件 2、压铸机吨位选择
(8)式中,F锁为锁模力,T;K为产品投影面积加上浇排系统等全投影面积概算比率,取1.3;A为产品投影面积,cm2;P为铸造压力,MPa。此案例铸件铸造压力取65MPa。 3、压铸工艺参数拟定 填充时间 (9)式中,t为填充时间,s;d为壁厚,mm;k=0.007。由式(9)得t=0.044s。取其范围为40~50ms。 内浇口速度及流量系数Cd 由铸件壁厚、填充长度、内外质量要求及图15推荐值等综合评估,取内浇口速度约为50m/s,取其范围为45~55m/s。考虑铝液在浇注系统中的能量损失,取Cd=0.5。
图15:压铸技术手册推荐值 4、压铸模具 渣包重量的估算 渣包重量G渣=0.15×铸件重量G铸=0.15×7200g=1080g。 内浇口截面积的选择
(10)式中,A为冲头截面积,mm2;G为铸件及渣包重量,g;ρ为铝液密度,g/cm3,取2.64g/cm2;ν为速度,m/s; t为填充时间,s。 冲头直径的选择 根据5.1、5.3、5.4.1中的参数,同时初步拟定压射速度为4.5m/s,由式(10)可知冲头截面积约为15840mm2,即冲头直径约为?142mm,故取冲头直径为?140mm。 六、用P-Q图验证滤波器腔体的模具设计及优化压铸工艺 依以上案例铸件、模具及压铸机的相关参数,可将式(2)和式(6)做出以下P-Q图,如图16所示。
图16:滤波器腔体的P-Q图 通过图16可知,P-Q线的模具线和设备线交点在所需要的压铸工艺窗口内部中间区域,说明此模具设计方案合理。 经图16得知实际冲头的压射速度可在4.3~5.0m/s区间视铸件实际情况进行调整。在第一次试模时,将实际的压射速度调整为4.5m/s,铸件成型良好,达到了一次试模成型成功的效果。并经压铸、机加、氧化、喷粉、电镀工序批量生产后,未发现因铸件成型缺陷而引起的产品报废。 在其他工艺参数及条件不变前提下,将压铸机实际的压射速度调整为3.5m/s,铸件远浇端内腔筋位出现冷隔等不良,见图17。图18为实际压射速度为3.5m/s的P-Q图,设备线和模具线的交点在压铸工艺窗口外部位置,工艺参数不合理。
图17:铸件筋位冷隔
图18:压射速度为3.5m/s的P-Q图 在其他工艺参数及条件不变前提下,将压铸机实际的压射速度调整为5.5m/s,铸件进浇内侧壁烧付、粘缺严重,见图19。图20为实际压射速度为5.5m/s的P-Q图,P-Q图的设备线和模具线的交点在压铸工艺窗口外部位置,工艺参数不合理。
图19:烧付、粘缺
图20:压射速度为5.5m/s的P-Q图 结论 (1)模具设计阶段使用P-Q图,特别是针对结构复杂铸件的模具设计,可起到有效的指导及验证模具设计方案的压铸成型可行性及提高压铸工艺的灵活性。 (2)使用P-Q图,可有效指导和优化压铸高速填充阶段的相关压铸调机工艺参数。 (3)在模具设计阶段进行P-Q图进行模拟试模,可明显提高一次试模成功率。
作者:周奇 胡伟民 梁广涛 |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)

.jpg)
.jpg)