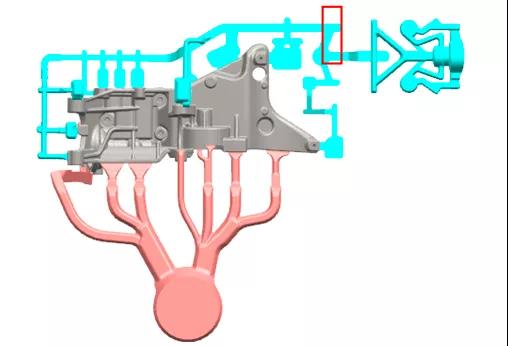
.png) 摘要:为保证产品品质,压铸件常采用真空压铸,但真空阀芯受铝液的惯性冲击力会使阀芯失灵,影响真空度,使抽真空效果降低;针对某压铸件的排气系统,利用Anycasting软件进行模拟,铝液达到真空阀时速度接近68 m/s,速度极高,通过在铝液到达真空阀前端增加减速结构以解决真空阀堵塞和断裂问题。 铝合金压铸具有尺寸精度高、外观品质好、生产效率高等优点,但由于压铸时金属液以高速喷射状态充填模具型腔,会存在气体无法排出而被卷入到金属液中,凝固后会以气孔形式存留于铸件内;为消除压铸件内部的气孔,提高铸件的力学性能,通常采用真空压铸;金属液在真空状态下充填型腔,因而卷入的气体少,对铸件的内部品质起到良好的改善作用,因而在压铸行业得到了广泛的应用。 机械式真空阀在真空压铸中应用极为广泛,具有排气面积大、气体流动阻力小,真空度高的特点,其工作原理是利用金属液的惯性冲击力使其阀芯关闭,完成一个工作循环。实际生产过程中存在真空阀阀芯堵塞,导致其失灵现象,影响抽真空效果。通过对机油冷却器支架的排气系统进行整改对比分析,利用Anycasting软件进行仿真模拟,发现熔融的铝液达到真空阀时速度接近70 m/s,速度极高,对真空阀堵塞现象有一定的影响,亟需一种有效途径来解决真空阀堵塞问题。 1、压铸件及浇排系统分析 产品为机油冷却器支架,其结构及浇排系统见图1。外形尺寸为411 mm×214 mm×191mm,基本壁厚为4 mm,质量为3.4 kg,浇口截面积为765 mm2,排气截面积为265 mm2,压射冲头直径为φ100mm
图1:机油冷却器支架产品及浇排 2、存在问题分析及对策 存在问题及分析
真空阀阀芯结构示意图见图2。存在的问题是真空阀阀芯头部
图2:真空阀阀芯结构示意图 基于压铸过程高速、高压的特点,真空阀阀芯头部频繁承受高速、高压铝液的冲刷,导致真空阀阀芯头部(见图2中A处)堵塞;真空阀阀芯尾部(见图2中B处)为真空阀阀芯最薄弱的位置,熔融的铝液频繁撞击阀芯,真空阀阀芯尾部受力集中,导致其尾部出现断裂现象。 模拟仿真分析 利用Anycasting仿真模拟分析软件中的AnyPRE模块进行模拟分析,见图3。着重对真空阀阀芯部位进行网格划分,以保证浇口流向的准确性,通过模拟分析检测到铝液达到该部位时速度约为68 m/s。
图3:原方案模拟分析速度检测示意图 制定方案及优化方案 通过在排气道的尾端增加减速结构,减小铝液对真空阀的撞击速度及冲击力,排气道减速结构的样式除三角形减速结构外还有以下几种,圆形减速结构、菱形减速结构、方形减速结构、凹凸分型减速结构等,见表1。
表1:减速机构的不同形式 试验中采用三角形减速机构,修改后的浇排系统见图4。
图4:机油冷却器支架浇排对策方案 模拟仿真验证 通过在排气道尾端增加减速结构,利用Anycasting软件对增加减速结构的浇排进行模拟分析,本次模拟与原方案划分网格相同,工艺参数设置相同,对铝液的速度进行测量分析,检测铝液到达真空阀的速度约为29 m/s,见图5。通过在排气道尾端增加减速结构,能够削弱铝液对真空阀的撞击速度,减小冲击力,能够消除真空阀堵塞问题及阀芯断裂问题。
图5:对策方案模拟分析速度检测示意图 方案实施验证 通过在排气道尾端增加减速结构,对模具进行修模进行方案实施验证,此方案实施后真空阀阀芯未出现断裂现象和真空阀堵塞现象,并提高真空阀阀芯的使用寿命。 3、结论 通过在排气道尾端增加减速结构,能够有效地削弱铝液对真空阀的撞击速度,减小对真空阀的冲击力,解决真空阀阀芯尾部断裂问题及真空阀堵塞问题,提高机械式真空阀阀芯的使用寿命。 |
.png)
.png)
.png)
.png)
.jpg)

.jpg)
.jpg)