.jpg) 摘要:针对DM3500超大型压铸机机座超重,制造成本高的现实问题,开展变密度拓扑优化算法和尺寸优化算法联合进行机座优化设计技术的应用研究。通过有限元法计算了4个工况下机座的刚度,进而以刚度为约束条件,进行机座拓扑优化,根据优化结果中的单元相对密度云图,减少原始设计中18块钢板;在此基础上,建立机座的尺寸优化模型,根据优化结果中的单元厚度分布云图,确定了最终机座优化设计方案。将优化方案与原始设计进行相同工况对比研究,结果表明,优化设计后的机座刚度和强度均满足设计要求,而且实现质量减少5.45t,减重率29.1%。减重效果显著。 随着汽车、通讯技术的快速发展,尤其是在节能减排、新能源技术的引领下,轻量化的镁、铝合金压铸件在汽车整车中所占的比例越来越大。同时得益于5G技术对通讯基站大型有色合金压铸散热片和结构件的旺盛需求等,近年来,国内大型压铸件产量呈现持续快速增长趋势。 我国压铸装备制造企业数量众多,但企业新产品开发流程以经验设计和类比设计为主,产品以锁模力≤25000 kN压铸机为主。按传统设计方法,超大型压铸机整机质量大于300 t,部分关键部件单件质量将会大于60 t,超过了国内外常用的重型龙门加工中心承载能力。导致汽车发动机缸体、变速箱壳体、新能源汽车电池包、底盘等大型结构件压铸所需的锁模力大于35 000 kN的超大型压铸机依赖进口,严重限制了国内品牌压铸装备制造行业的发展。因而,迫切需要研究优化设计、轻量化设计等创新设计方法,实现高性能超大型压铸机的自主开发。 超大型压铸机由锁模机构、压射机构、机座和控制系统等组成。机座的作用是固定和支撑压铸机锁模机构和压射机构,确保压铸过程的高效实施,是超大型压铸机的关键部件。本课题针对锁模力为35 000 kN超大型压铸机的机座与国外同类产品相比质量大,成本高的现实问题,进行机座的结构优化设计技术研究。 1 优化设计算法 超大型压铸机机座整体由钢板焊接而成,此类连续体结构优化算法主要是拓扑优化法和尺寸优化法。拓扑优化通过寻找结构最佳传递载荷路径实现材料的最优化分布。连续体结构拓扑优化算法包括变密度法和均匀化法。均匀化算法应用存在的主要问题是设计变量较多,灵敏度计算复杂,优化后的结构容易形成蜂窝状孔隙,不便于制造。变密度法将材料的相对密度作为设计变量,在0-1之间连续变化,可以分为SIMP插值方法和RAMP插值方法。SIMP法通过引入惩罚因子,使材料相对密度向0(孔洞)或者1(实体)两端分布,不但计算效率高,而且计算结果中孔洞和实体分明,便于制造。SIMP插值方法适用于超大型压铸机机座的概念设计,可用于确定钢板的空间布局,其数学模型可表示为:
式中,M为结构的质量;ρe和Ve为第e个单元的相对密度和体积;n为单元总数量;C(ρ)为结构的刚度;U为结构的位移矢量;K为结构刚度矩阵;p为惩罚因子;ue和ke为第e个单元的位移量和刚度;ρmin为防止矩阵奇异设定的单元相对密度最小值。 机座经过概念设计阶段,需要通过尺寸优化方法进行详细设计。尺寸优化问题主要通过改变单元的厚度、截面尺寸等参数来解决,这里主要通过改变板壳单元厚度实现尺寸优化,其数学模型可表示为:
式中,T为设计变量;M(T)为结构的质量;u和[u]为结构的位移量和允许的最大位移量;σ和[σ]为结构的应力和允许的最大应力;ti为第i个板件的厚度;n为板的数量;timin和timax为第i个板的厚度允许下限和上限值。
式中,M(X)为优化目标;X为设计变量;gj(X)为设计变量对应灵敏度,引入Lagrange乘子
式中,μ为Lagrange乘子,式(4)的最小化条件为:
2.机座建模及仿真 根据DM3500压铸机设计图建立机座的数字化模型,见图1。由于机座由206块钢板焊接而成,钢板厚度由4 mm至100 mm,共有12种不同厚度的钢板。根据钢板的厚度以及功能不同,将所有的钢板进行分组,并进行前处理。采用板壳单元对机座模型进行离散化,单元数量为123 407个,网格模型见图2。机座材料为Q235,对应材料力学性能参数见表1。
表1:材料物理性能参数
图1:DM3500压铸机机座几何模型
图2:DM3500压铸机机座有限元模型 机座的载荷主要来自于锁模机构、压射机构、液压油、喷涂机器人以及给汤机等压铸机周边辅助设备,计及上述所有部件和系统的质量,质量以t为单位向上圆整,机座承受的载荷大小见表2。由于压铸机用户应用需求不同,尾板和动型座板在机座上的位置会根据模具的尺寸大小进行调整,因而在数值模拟过程中需要充分考虑模板可能存在的各种极限位置的载荷对机座的影响。同时考虑了4种载荷工况,分别是①普通锁模工况,②动型座板靠近定型座板工况,③动型座板靠近尾板工况,④尾板和动型座板远离定型座板工况。上述4种工况载荷覆盖了机座的整条导轨,可以有效避免安装或者使用过程中机座局部承载模板因变形大而导致刚度不满足设计要求。
表2:机座载荷表 对上述4个工况的机座有限模型进行求解,得到普通锁模工况机座的位移和应力云图见图3。可以看出,结构最大位移量为0.05 818 mm,位于定型座板固定位置内侧;最大应力值为22.29 MPa。对其余3种工况进行求解,结果见表3。
(a)位移云图
(b)应力云图
表3:不同工况数值模拟结果汇总表 可以看出,机座总体应力值较小,不会产生塑性变形,刚度是重点关注的性能指标。机座的刚度设计要求是承载模板的机座导轨处位移量差值≤0.1mm,而分析结果中四4种工况的结构最大位移量都远小于0.1 mm,机座的设计裕度较大,有必要对其结构进行优化设计。 3.机座拓扑优化 采用拓扑优化方法优化机座结构的钢板布局,在原设计的机座结构基础上,将影响机座刚度性能显著,而且数量众多的侧面加强筋定义为设计空间,将导轨、主副油箱、底板、顶板和侧板等功能部件定义为非设计空间,同时以4种工况下机座导轨的最大位移量≤0.1 mm作为约束条件,以机座的总体质量最小作为优化目标,其他边界条件设置与初始机座力学仿真相同,建立机座的拓扑优化设计模型。基于Optistruct求解器对上述拓扑优化设计模型进行数值模拟,迭代计算16次得到机座的相对密度云图见图4。
图4:机座拓扑优化单元相对密度云图 由单元密度云图可看出,机座侧面支撑尾板的加强筋单元密度较高,说明这些加强筋对机座刚度影响较大。机座侧面支撑动型座板的加强筋以及支撑定型座板的加强筋可以部分去除,保留密度云图中单元相对密度较大的加强筋,去除部分单元相对密度为0的加强筋,其他结构特征不变,建立机座的优化几何模型见图5。
图5:机座拓扑优化后几何模型 对优化后的机座几何模型离散化,与结构优化前相同的载荷工况下进行力学性能分析,普通锁模工况机座的位移和应力云图见图6。对其余3种工况的进行求解,结果见表4。
(a)位移云图
(b)应力云图 图6:机座拓扑优化后数值模拟结果
表4:拓扑优化后不同工况数值模拟结果汇总表 可以看出,拓扑优化后机座的最大应力变化值较小,最大位移量的位置和大小都发生了较明显的变化,但仍然在设计要求范围内,且仍然具有一定的优化设计空间。通过拓扑优化机座质量降低了0.47 t,减重率2.5%,减重率相对较小,但拓扑优化方案减少了18块机座钢板,相应的在原材料和制造成本方面会有所降低。 4.机座尺寸优化 拓扑优化后机座的结构布局已确定,但刚度仍具有进一步优化的空间。采用尺寸优化方法,将不同功能和厚度分组的钢板厚度定义为设计变量,钢板厚度变化上、下限分别为原始厚度的2倍和1/2。约束条件依然是4种工况下机座导轨的最大位移量全部≤0.1mm,优化目标是机座的总质量最小。基于Optistruct求解器对尺寸优化设计模型进行数值模拟,迭代计算12次优化后以及优化前机座的厚度分布云图对见图7。
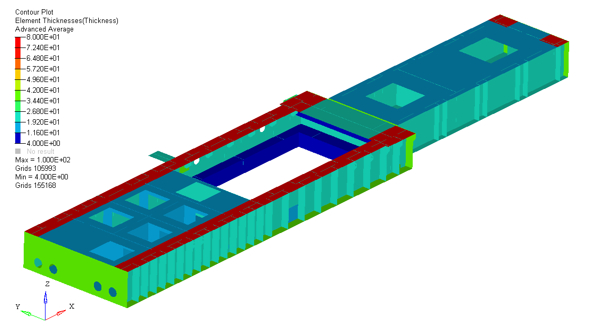
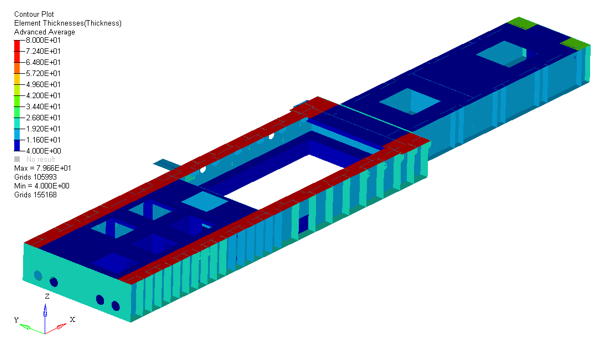
(a)优化前单元厚度云图
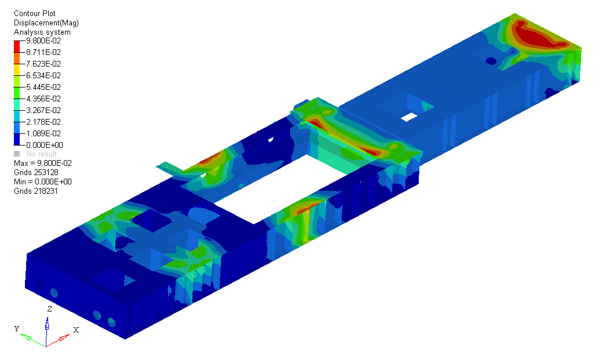
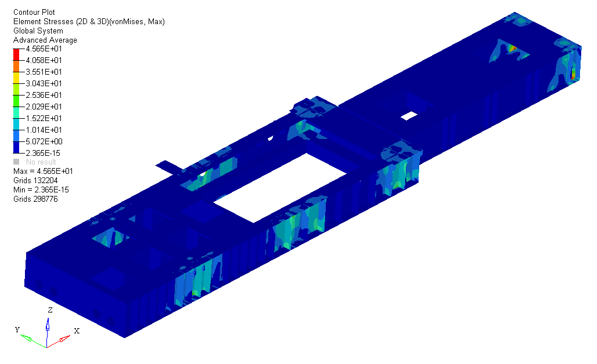
(b)优化后单元厚度云图 图7:机座尺寸优化前后单元厚度云图对比 由单元厚度对比云图可以看出,尺寸优化后机座的侧板、顶板、底板以及隔板等部件厚度都可以适当减薄。根据尺寸优化结果,结合实际常用的钢板厚度规格,重新建立有限元模型,在相同的载荷工况下进行机座的力学性能模拟,普通锁模工况机座的位移和应力云图见图8。对其余3种工况进行求解,结果见表5。
(a)位移云图
(b)应力云图 图8:机座尺寸优化后数值模拟结果
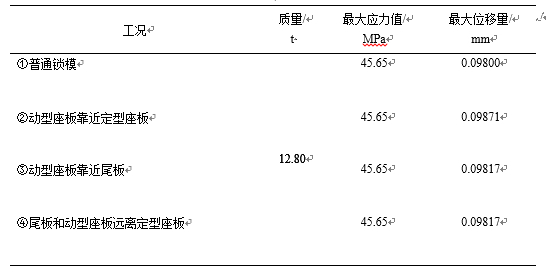
表5:尺寸优化后不同工况数值模拟结果汇总表 经过拓扑优化和尺寸优化后,机座的结构发生了部分变化,减少了钢板数量和厚度,最大位移量和应力较优化前都有较大幅度的提高,最大位移量为0.09 871 mm,在设计要求许可的变形量范围内;最大应力值为45.65MPa,远小于材料的屈服强度。优化设计后机座的质量由18.72 t减少到12.80 t,减重率为31.6%,减重效果显著,而且优化设计后的机座结构可以满足刚度和强度等设计要求。 5.结论 (1)变密度拓扑优化方法适用于超大型压铸机机座的概念设计阶段,确定机座的空间结构布局,DM3500压铸机机座钢板数量减少18块,减重0.47 t,减重率为2.5%。 (2)尺寸优化方法适用于超大型压铸机机座的详细设计阶段,可以在确保机座整体刚度和强度的前提下,通过改变钢板厚度,使DM3500压铸机机座质量减少5.45 t,减重率达29.1%。
(3)基于SIMP的变密度拓扑优化方法和尺寸优化方法联合应用是超大型压铸机机座轻量化设计的有效方法。 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)