.jpg) 摘要:压铸模具表面在生产过程中受到周期性的拉应力、压应力影响从而出现热疲劳。利用MagmaSOFT软件对某大型动力总成部件模具热应力场进行数值模拟分析,通过热疲劳寿命计算可以估算出模具距离进浇口距离的部位实际使用寿命,并针对使用寿命较低区域提出设计优化措施,从而提高整套模具的使用寿命。 压铸模具在高温、高压下工作,因此对其热疲劳强度、耐腐蚀性等要求较高。由于压铸模具的制作成本高、周期长,因此模具的使用寿命非常重要。模具的失效形式主要有:塑性变形、热疲劳、腐蚀、冲蚀及损伤等。实际生产过程中,在多种因素共同作用下影响了模具实际使用寿命,例如材料的选型、材料热处理工艺、压铸工艺条件、表面强化处理、结构设计、模具加工工艺、过程维护保养等。 热疲劳是压铸模具早期主要的失效模式。对目前压铸模具失效原因进行分析统计,发现因热疲劳导致模具失效占所有模具失效模式近70%。因此,本课题主要针对压铸模具生产过程中受到热应力堆积所造成的热疲劳失效进行研究分析。旨在为其失效控制提供参考。 1、试验方法 模具在压铸生产过程中,受到高温高速金属液循环冲刷,模具表面在反复地加热、散热的过程急热、急冷,模具表面温度与内部温度变化不同步存在相对膨胀约束作用,导致模具表面温度上升时候受到压缩应力,在温度下降时受到拉伸应力。所产生的应力可用下式描述:
式中,ΔΤ为 温度梯度,°C/mm;α为模具的热膨胀系数,1/°C;μ为 泊松比。 使用MagmaSOFT软件对模具在压铸生产过程中的温度场进行数值模拟分析,随后将温度场模拟结果转化为温度载荷作为输入参数,并利用有限元法对模具热应力场进行数值模拟分析。 2、模型建立及参数设置 2.1分析模型的选择 根据分析对象的不同,热应力模拟模型主要有热弹性模型、热粘性模型、热弹塑性模型及热弹粘塑性模型,其中运用范围最广的是热弹塑性模型。热弹塑性模型不考虑材料粘性效果,并假设材料在屈服前变形为弹性变形,屈服后的变形为塑性变形。材料的弹性模量及屈服应力只考虑其与温度计算过程中的函数关系,且在材料临近液相线温度时,对应弹性模量及屈服应力均为0。研究对象为H13的压铸模具,根据H13钢熔点及工作温度等相关条件分析,所进行的热应力分析计算应选用热弹性模型。 2.2模拟初始条件 压铸充型过程中只需要十几ms即可完成金属液对型腔的充型,因此假定初始温度是均匀的。在模具热平衡过程中,浇注温度、模具预热温度对模具的温度场分布影响较大,因此设置多组参数进行模拟分析。 2.3边界条件 在压铸生产循环周期内,模具热传递有多种边界条件,如模具/模具、模具/金属液、模具/铸件、模具/冷却水道、模具/大气、模具/喷涂剂,对于传热接触面的传热系数可用公式表示:
式中, 2.4模拟材料的热物性设置 压铸模具为H13,环境及喷涂剂初始温度为20°C下,铸件与模具,模具与空气,模具与喷涂剂传热系数设置分别为1000,20,600 W/(m2•K),浇注温度为660 °C,模具预热温度为180 °C,冷却水道参数按模具3D数模结构; 3、数值模拟结果分析 根据模具表面温度场模拟结果分别在模具定模模面的充填前段、中段及尾段取点进行热应力模拟分析,并对比3个区域的模具表面热应力变化,具体取点位置见图1,A区域中模具表面分别选取A点与间隔3 mm的B点;C区域中模具表面分别选取C点与间隔3 mm的D点;E区域中模具表面分别选取E点与间隔3mm的F点。温度场模拟结果见图2。
图1:按距离进浇口不同位置取A/B点、C/D点、E/F点
图2:A点、C点、E点单循环模具表面温度变化 图3为在应力数值模拟结果基础上输出的A区域、C区域及E区域在多个压铸循环周期内的热应力变化曲线图。从图3可以看出,A-B区域、C-D区域及E-F区域在压铸循环周期内所受到的最大压缩应力出现在合模阶段金属液刚开始充填进型腔模具表面急热的时候,最大压缩应力分别为126.5、120.1及119.2 MPa,最大拉应力出现在模具开模后模具表面急冷的时候,最大拉应力分别为26.5、20.1及19.2 MPa。由模拟结果可以看到,模具表面所受到的最大压应力与拉应力相差较大。这主要是因为,合模期间,模具定模面不仅受到热膨胀内部的约束力,还受到了动模的锁模约束力;而在模具打开以后,定模模面只受到收缩内部的约束力。图4为A区域、C区域及E区域在1个压铸循环周期内的模具表面应变变化曲线图。由图4可知,模具3个区域内最大应变分别为0.034、0.025及0.022 mm。同时发现模具表面的应变最大值出现在模具刚打开的时候。因为定模在模具打开后不再受到动模锁模力的约束,模具表面从压应力转换为拉应力,模具变形在屈服区外时会伴随出现弹性变形,因此循环周期后期应变量会降低。
图3:模具A、C、E区域多个周期内表面所受应力变化曲线
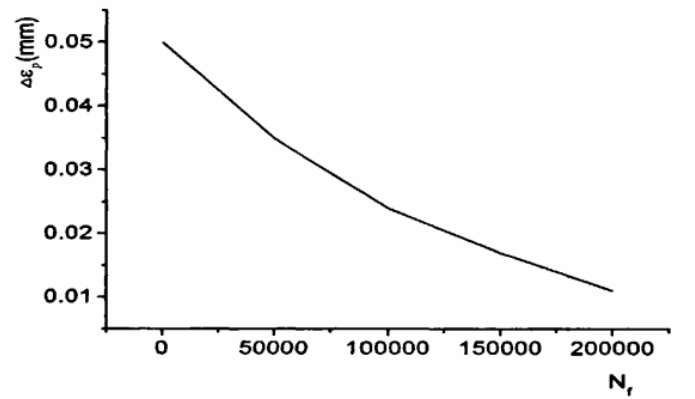
图4:模具A、C、E区域表面应变值变化 4、模具使用寿命估算 4.1金属热疲劳寿命计算的方法 当模具表面产生的交变热应力超过了屈服强度时,就会产生热疲劳微裂纹,随着循环次数的增加,微裂纹会在模具表面或向内部出现由慢到快的扩展过程,从导致模具表面出现龟裂或开裂。当模具表面出现严重的龟裂纹会直接影响铸件成形面质量及尺寸精度,生产过程中易出现烧伤、粘料现象,影响生产效率及增加维护成本,更严重的直接导致模具镶块开裂至使模具报废。 根据金属疲劳学可知,金属部件出现热疲劳微裂痕的前提条件是产生了塑性变形,金属部件应变交集处所产生的最大局部应变及应力决定了部件的疲劳寿命。所研究的压铸模具疲劳寿命,可以认为最大局部应变和应力相同区域其疲劳寿命也相同。H13钢的断裂韧度在100~160 MPa?m1、2,因此可通过低周疲劳的应变-寿命( )曲线对模具热疲劳寿命进行估算。应变-寿命可用Coffin-Mansio方程表示为:
式中, ΔεΡ为塑性应变幅;
图5:H13模具钢材料应变-寿命关系曲线图 根据应力场模拟分析结果可知,A-B区域、C-D区域及E-F区域所发生的最大应变值分别为0.034、0.025及0.022 mm,代入式(4)和式(5)可以估算出模具对应部位使用寿命分别约为45 000、90 000及100 000模次。 4.3 模具寿命延长的改善措施 热疲劳失效是目前模具失效的主要失效模式。因此针对模具疲劳失效总是在某一区域先产生的特点,可以对失效的源头部位进行预测,并针对局部区域的模具进行对应改善措施以延长模具整体使用寿命。根据对模具应力分析及寿命估算结果,对模具靠近进浇口区域采取的措施有: (1)模具局部进行切割镶件处理 局部切割镶件的好处:局部镶件切割可以使模具局部冷却系统加工过程更简单,冷却点距离模具成形面可以设计到5 mm以下,对模具局部高温区域冷却效果更好;镶件结构相对简单,有利于热处理过程获得更好的物理性能及降低表面强化处理的工艺难度;局部镶件可以使用物理性能更好的材料制作,而不会对模具整体制作成本产生太大影响;镶件提前老化失效方便重新制作并替换,延长模具整体使用寿命。所研究的变速箱壳体模具局部镶件设计具体见图6.
图6:变速箱壳体模具镶件设计 (2)局部采用独立高压点冷设计 点冷设计见图7.
图7:镶件冷却管道设计 (3)镶件进行表面强化处理 主要对镶件进行抛丸及离子氮化处理,模具表面通过抛丸处理,可以在其表面形成层致密的压应力层,从而提高抗疲劳强度,另外抛丸还可以将模具在加工过程中形成的加工纹路去除,以减少应力集中点。 (4)选用弹性模量更大,韧性、热疲劳抗力及抗氧化性更好的8418模具钢材进行镶件制作; 4.4 模具寿命统计及验证 通过生产管理ERP系统对模具实际生产使用寿命统计,所研究的变速箱壳体模具实际生产模次为92 762,模具停用报废处理。镶件在实际生产过程中生产了53 164模次后进行了新镶件的更换,镶件失效模式为表面龟裂严重,铸点严重影响到产品外观质量,并由于表面出现冷却水渗漏,导致镶件失去使用功能,见图8和图9。考虑到模具在生产实际过程中实际使用寿命受到诸多不确定因素的影响,可以认为模拟结果与实际结果基本吻合,且改善措施有效。
图8:镶件成型毛坯面龟裂状态
图9:镶件表面龟裂状态 5、结论 在模具温度场数值模拟结果的基础上,对模具表面的应力场进行模拟分析。模具表面在压铸生产过程中周期性的受到拉、压应力影响,从而导致出现热疲劳。通过热疲劳寿命计算,模具充填前段与中后段的使用寿命,最后通过实际生产验证及模具寿命统计,验证了模拟结果的准确性。
作者: |


 为温度梯度;
为温度梯度; 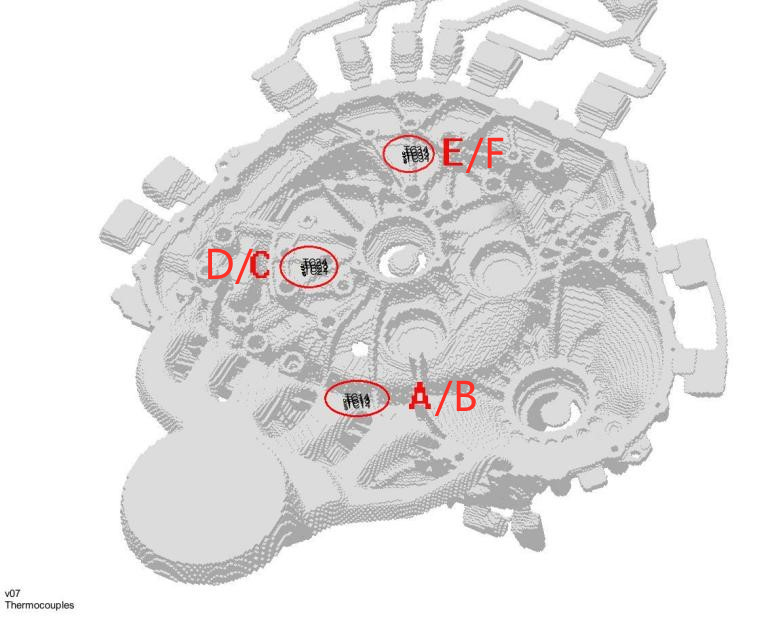
.jpg)
.jpg)
.jpg)

 为疲劳强度系数;b为疲劳强度指数;N为循环疲劳寿命;
为疲劳强度系数;b为疲劳强度指数;N为循环疲劳寿命; 
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)