.jpg) 原标题:流变挤压铸造Al-5Zn-2Mg-1Cu-0.2Sc合金组织与力学性能研究 摘要:采用流变挤压铸造技术制备了Al-5Zn-2Mg-1Cu-0.2Sc合金,通过拉伸试验、SEM和TEM等方法研究了浇注温度对半固态浆料、流变挤压铸造合金组织和力学性能的影响。结果表明,随着浇注温度的降低,半固态浆料和流变挤压铸造合金初生α-Al相形貌逐渐转变为近球形,在晶界附近析出的第二相分布越来越均匀,平均晶粒尺寸减小,圆整度增加。当浇注温度为700 ℃时,半固态浆料初生相尺寸最小,约为35 μm,平均形状因子约为0.49,流变挤压铸造后合金平均晶粒尺寸约为43 μm。流变挤压铸造合金力学性能随着浇注温度的降低逐渐增加。合金经过470 ℃×10 h+500 ℃×2 h双级固溶后,大部分第二相溶于基体。120 ℃×24 h时效处理后,合金的屈服强度达539 MPa,抗拉强度达612 MPa,伸长率达11%。 Al-Zn-Mg-Cu系(7xxx系)高强铝合金具有比强度高、塑性和耐腐蚀性好、易于机械加工等特点,广泛应用于航空航天、交通运输、机电仪表等领域。7xxx系铝合金是一类典型的变形铝合金,在实际生产中通常采用挤压、轧制和锻造等塑性变形方法成形。由于合金元素含量高、凝固温度范围宽,铸造过程中易出现热裂、偏析和组织粗大等缺陷,难以通过传统液态成形制备复杂结构零部件,这严重限制了该类高性能铝合金的应用范围。随着我国新能源汽车的发展,对结构件轻量化、高性能、高可靠性的需求越来越迫切,采用7xxx系高强铝合金“以铝代钢”制备底盘与动力系统等关键复杂结构件是实现汽车轻量化的重要途径,开发7xxx系铝合金“以铸代锻”的新型液态/半固态成形技术也越来越受到国内外的关注。 流变挤压铸造技术具有成形温度低、凝固收缩小、组织致密度高、铸造缺陷少等优势,可制备形状复杂、内部质量和尺寸精度要求高的金属零件,该技术在7xxx系高强铝合金上的应用有望解决其铸造成形性差的难题,实现“以铸代锻”的目标。近年来,国内外对于7xxx系铝合金的流变挤压铸造研究主要集中于熔体的细化与均匀化处理、半固态浆料的制备方法及工艺参数、合金强化机制、流变铸造工艺与数值模拟等方面。目前,相关研究主要通过改变制浆方法、添加复合细化剂制备高熔体质量浆料,研究成形压力、保压时间等工艺参数对7xxx系铝合金组织的影响,但流变成形7xxx系合金的力学性能普遍不如锻造成形和触变成形。另一方面,在7xxx系铝合金中复合添加Mn、Ti、Cr、Sc、Zr等元素,虽然可以提高流变成形合金强度,但其塑性相对较低,限制了其工业化应用。 本研究从Sc微合金化、流变成形温度控制和热处理3方面出发,提高流变挤压铸造7xxx系合金的强韧性。采用滚筒机械搅拌装置制备Al-5Zn-2Mg-1Cu-0.2Sc合金半固态浆料,研究浇注温度对合金半固态浆料、流变挤压铸造和热处理组织性能的影响,旨在为7xxx系铝合金流变成形技术的开发与应用奠定理论和实践基础。 1、试验材料与方法 将铝铜、铝钪、铝锰、铝铬、铝钛硼中间合金,纯锌锭、纯镁锭等加入井式电阻炉进行熔炼、精炼制备Al-5Zn-2Mg-1Cu-0.2Sc合金。通过立式四柱型油压机(YC27-63 800KN)对合金进行流变挤压铸造,模具预热温度为250 ℃,压力为120 MPa,保压时间为30 s,浇注温度为700~740 ℃。 采用机械搅拌设备制备半固态浆料,包括机械搅拌系统和超敏温度测量系统,见图1。机械搅拌系统可调节筒体转速、预热温度和倾角,超敏测温系统可以对流出桶外的浆料快速测温。试验参数如下:机械搅拌圆筒预热温度为250 ℃,转速为60 r/min,倾角为30°,制浆浇注温度为700~760 ℃,浆料通过铜模冷却。
图1:机械旋转滚筒与流变挤压铸造示意图 对Al-5Zn-2Mg-1Cu-0.2Sc合金进行组织与性能分析。采用全谱直读型电感耦合等离子体发射光谱仪(ICP-AES)分析化学成分,结果见表1。试样经打磨抛光至镜面后使用keller试剂(5 mLHNO3+3 mL HCl+2 mL HF+190 mL H2O)进行腐蚀。采用光学显微镜(ZEISS Axio observer A1)和扫描电镜(Phenom XL)进行组织观察,采用JEM2100透射电镜观察合金的高倍显微组织并鉴定合金中相的结构。采用Rigaku D/max-2550V型衍射仪进行X射线分析,扫描角度范围为10°~90°,扫描速度为10°/min。室温拉伸试验在Zwick/Roell Z100电子力学性能万能试验机上进行测试,拉伸速率为1 mm/min。
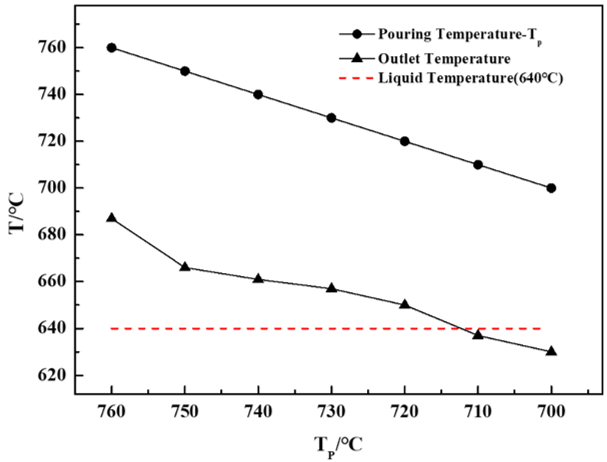
表1:Al-5Zn-2Mg-1Cu-0.2Sc合金的化学成分(wt.%) 2、试验结果与分析 2.1 入口温度与出口温度的关系 图2为合金浆料浇注温度(浆料入口温度)和浆料出口温度的关系。可以看出,当浇注温度从760 ℃降至750 ℃时,浆料出口温度降幅较大。随着浇注温度继续降低至720 ℃,浆料出口温度基本上呈线性下降的趋势,但仍高于液相线。当浇注温度降至710 ℃时,浆料出口温度开始低于液相线。当浇注温度进一步降低至690℃时,浆料会在滚筒中直接凝固,见图3。基于此,本研究中浇注温度范围为700~760 ℃。
图2:Al-5Zn-2Mg-1Cu-0.2Sc合金浆料的浇注温度和出口温度关系图
图3:浇注温度为690℃时,浆料在滚筒筒壁上形成的凝固壳 2.2 浇注温度对浆料组织的影响 图4和图5分别为不同浇注温度下浆料的金相组织和XRD图谱。可以看出,合金主要由初生α-Al、 MgZn2、AlCuMg、Al2Cu和Al3Sc等第二相组成。随着浇注温度的降低,浆料中的初生α-Al枝晶逐渐减少,近等轴状初生相逐渐增加,晶粒尺寸减小,平均圆整度增加,见图6。 当浇注温度为740 ℃时,初生α-Al晶粒平均尺寸为67.4 μm,平均圆整度为0.16,晶粒主要呈现出两种不同的形态:尺寸较大的蔷薇状和树枝晶和尺寸较小的近等轴晶,其圆整度较低,见图4a。当浇注温度降低到720 ℃时,开始出现尺寸较小的近球形晶粒。随着温度进一步降低到700 ℃,蔷薇状晶粒基本消失,且α-Al平均晶粒尺寸降低到35.1 μm,圆整度提升至0.49,此时半固态浆料质量最佳。
图4:不同浇注温度下Al-5Zn-2Mg-1Cu-0.2Sc合金浆料的金相组织(a)740℃ (b)720℃ (c)710℃ (d)700℃
图5:Al-5Zn-2Mg-1Cu-0.2Sc合金的XRD图
图6:浇注温度对Al-5Zn-2Mg-1Cu-0.2Sc合金浆料初生α-Al的影响 2.3 流变挤压铸造合金 2.3.1 微观组织 图7和图8分别为不同浇注温度下流变挤压铸造Al-5Zn-2Mg-1Cu-0.2Sc合金的金相与SEM照片。可以看出,铸态组织主要由初生α-Al相与第二相组成,初生α-Al晶粒呈近球形或树枝状。随着浇注温度的降低,浆料中的初生α-Al枝晶逐渐减少,近球形初生α-Al相逐渐增加,晶粒尺寸减小,平均圆整度增加。另一方面,受浇注温度的影响,第二相在晶界附近呈团聚状分布。随着浇注温度降低至700 ℃,第二相的分布越来越均匀,尺寸逐渐减小。 当浇注温度为740 ℃和760 ℃时,α-Al相以枝晶状为主,粗大的第二相在晶界附近呈团聚状析出,分布不均匀,对合金的性能不利。当浇注温度降低至720 ℃和710 ℃时,枝晶状晶粒数量减少,近等轴状晶粒增加,第二相仍存在少量偏聚。当浇注温度为700 ℃时,α-Al晶粒大部分为近球状,晶粒尺寸相差不大,第二相分布均匀,平均晶粒尺寸约为43 μm。
图7:不同浇注温度下流变挤压铸造合金的金相组织(a)760℃ (b)740℃ (c)720℃ (d)710℃ (e)700℃
图8:不同浇注温度下流变挤压铸造合金的SEM组织(a)760℃ (b)740℃ (c)720℃ (d)710℃ (e)700℃ 2.3.2 力学性能 不同浇注温度下流变挤压铸造合金的力学性能随着浇注温度的变化见图9。可以看出,随浇注温度降低,合金力学性能提高。当浇注温度为700 ℃时,铸态合金力学性能最佳,其屈服强度、抗拉强度和伸长率分别为277 MPa、357 MPa和4.5%。
图9:浇注温度对流变挤压铸造Al-5Zn-2Mg-1Cu-0.2Sc合金的力学性能的影响 随着浇注温度的降低,半固态浆料和挤压合金铸态组织在700 ℃时晶粒尺寸最小,圆整度最大,力学性能最佳。这主要是因为,熔体进入滚筒后,不断的接触滚筒内壁,增加了形核冷却的有效面积和形核衬底面积,形核核心数目增加,在滚筒搅拌作用下,内壁生成的形核核心转移到熔体内部,起到细化晶粒的作用。当浇注温度在760 ℃时,熔体内部温度过高,部分初生晶核重新熔化,降低了熔体内部自由晶的数量。随着浇注温度的降低,浆料出口温度低于合金液相线温度,熔体中保存了大量初生晶核,初生α-Al相依附初生晶核或Al3Sc相生长。当浇注温度降至700 ℃时,熔体内部的凝固潜热减小,在滚筒的搅拌作用下,熔体在滚筒内壁异质形核增加,使得晶粒尺寸进一步减小,通过凝固初期的局部激冷和搅拌混合快速散去合金熔体的结晶潜热,实现了合金熔体中大量形核与晶粒游离,导致晶粒尺寸减小,圆整度增加。因此,随着浇注温度的降低,初生α-Al相逐渐圆整化、细化,第二相尺寸减小、分布更加均匀,使拉伸过程中局部应力集中减弱,流变挤压铸造合金的屈服强度和抗拉强度增加。 2.4 热处理对合金组织与性能的影响 2.4.1 固溶处理 在470 ℃×10 h + 500 °C×2 h双级固溶处理后进行120 °C×24 h时效处理后合金的微观组织与XRD分别见图10和图11。与流变挤压铸造合金相比,晶界附近析出的第二相等微观偏析减少,大量溶入到基体中。XRD结果显示,流变挤压铸造固溶态合金中的MgZn2、AlCuMg、Al2Cu和Al3Sc等第二相的衍射峰基本消失。经过双级固溶后,溶质分布更加均匀。
图10:在470℃×10 h+ 500°C×2 h双级固溶后合金Al-5Zn-2Mg-1Cu-0.2Sc的SEM照片
图11:Al-5Zn-2Mg-1Cu-0.2Sc合金固溶态XRD图 2.4.2 时效处理 图12为时效处理后合金的组织,可以看出,与固溶态组织相差不大。7xxx系铝合金在时效过程中的沉淀相析出顺序主要为:α-Al(过饱和固溶体)→共格GP区→半共格可相(亚稳态MgZn2)→非共格相(平衡相MgZn2)。为进一步解析结构特征,对时效合金进行高分辨电镜分析,见图13。
图12:合金Al-5Zn-2Mg-1Cu-0.2Sc时效120℃×24h的金相与SEM组织 从图13a和图13b中的明场像和暗场像都可以发现,在晶粒内部除GP区和少量η′(MgZn2)相外,均匀分布许多细小的颗粒。通过在[001]轴获取的该区域的超点阵衍射斑点,经过软件计算出其晶格常数a=0.4172 nm,面心立方结构(FCC),Al3Sc的晶格常数为0.410 nm,铝基体的晶格常数为0.405 nm,可确定这些颗粒为Al3Sc相。对图10a中的颗粒进行尺寸统计,Al3Sc相的平均晶粒尺寸约为22 nm。从图13c和图13d的明场像和暗场像中可以发现,在晶界处有一些尺寸较大的第二相,通过分析在[011]轴获取的该区域的超点阵衍射斑点,确定这些第二相为Al3Sc。根据第二相粒子强化机制,这些细小弥散的Al3Sc粒子均匀分布在基体中,通过对位错运动的阻碍作用可以起到显著的强化效果,这是含Sc合金强度提高的主要原因之一。
图13:120 ℃×24 h时效后合金的TEM明场和暗场分析 2.4.3 力学性能 对热处理合金进行力学性能测试,并与铸态合金相对比,结果见图14。对合金进行时效处理后屈服强度、抗拉强度和伸长率可达539 MPa、612 MPa和10.5%,与变形合金7075-T651性能相当。
图14:铸态与热处理态合金的力学性能 固溶和时效处理后合金强度提升的主要原因是在晶内析出了GP强化区,同时,Al3Sc粒子发挥出了细晶强化和弥散强化的双重作用。对合金进行时效处理,析出相主要以弥散的共格纳米级富集原子GP区为主,同时晶粒内部也存在少量的短棒状η′-MgZn2相。GP区异类原子引起的晶格畸变、MgZn2相和含Sc化合物相产生的晶格畸变提高了合金的强韧性。 3、结论 (1)在滚筒搅拌制浆过程中,随着浇注温度的降低,初生α-Al相由树枝状转变为近球状,晶粒尺寸减小,圆整度增加,浇注温度为700 ℃时,初生α-Al相的平均晶粒尺寸约为35 μm,平均形状因子约为0.49,半固态浆料质量最佳。 (2)随着浇注温度的降低,流变挤压铸造Al-5Zn-2Mg-1Cu-0.2Sc合金晶粒逐渐减小,浇注温度为700 ℃时,α-Al相为近球形,平均晶粒尺寸约为43 μm。经双级固溶(470 ℃×10 h+500 ℃×2 h)后,大部分第二相溶解于基体中,屈服强度、抗拉强度和伸长率分别为289 MPa、488 MPa和20%。 (3)流变挤压铸造Al-5Zn-2Mg-1Cu-0.2Sc合金在120 ℃×24 h时效处理后,屈服强度、抗拉强度和伸长率分别达到539 MPa、612 MPa和10.5%,与变形合金7075-T651性能相当。
作者: 本文来自:《特种铸造及有色合金》杂志2021年第41卷第05期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)