.jpg) 原标题:经验总结!关于压铸合理充填流态的分析探讨 导读 根据压铸会出现的不良缺陷,分析了合金液在压铸模具型腔里应该达到的理想充填效果。根据实际和理论进行探讨,提出了压铸合金液在压铸模具型腔里十一种合理的充填流动状态,并使用案例进行了论证。 压铸件中的气孔、冷隔及缩孔等缺陷,主要与合金液在型腔中充填流动的状态有关。只有合理的充填流态,才能较好的达到理想充填效果,才能生产出合格的压铸件。压铸工艺中,重要的是压铸模具的浇注系统设计,依靠浇注系统引导合金液在模具型腔里按预定的流程进行流动和充填。这里,从实际和理论分析,压铸合金液在型腔合理的充填流动状态及流动充填要达到的理想效果。 1压铸合金液理想的充填效果 压铸合金液在型腔里流动充填成型的目是获得合格的铸件,但不是任何流动充填都能获得合格的铸件。由于铸件的结构和形状多变,合金液在型腔中各个部位及各个阶段的充填流动状态也是复杂多变的,只有合理的充填流态,才能接近达到理想的充填效果。压铸合金液一般有以下8种理想的充填效果: ①合金液持续有序流动、顺序充型,不卷气;②合金液快速充填、短时充填,铸件形状完整,无冷隔;③型腔分区按计划,合金液同时开始或先后开始,均匀充填,同时结束,铸件质量均匀有保障;④合金液稳定流动,各股合金液相互平稳对接,不互冲,不产生涡流;⑤合金液充填过程有效排液、顺利排气,铸件无疏松,不憋气;⑥合金液顺序凝固、有效补缩,无缩孔。⑦合金液在内浇口雾化超高速喷射,合金液雾粒堆积充填,快速冷却凝固,不形成大气孔、大缩孔。⑧合金液在内浇口和型腔超低速流动充填,不包卷气体。 2压铸合金液合理的充填流动状态 压铸各种充填流动状态,与铸件结构,浇注、溢流、排气系统,模具温度,模具结构,压铸工艺,大气环境等多方面综合因素有关,是及其不确定和可变的,致使压铸件的质量常常是波动不稳定的,所以,需要相关因素都处于受控状态。 这里是从压铸实际和理论探讨分析,要达到理想的充填效果,压铸合金液在压铸模具型腔里要具有的合理充填流动状态。 2.1 先充填难以充填和难以成型的部位(即先难后易充填) 深腔部位,盲孔部位(见图1),薄壁部位,远离内浇口的部位,流动阻碍多、阻力大影响流动速度和流量的部位,需要曲折流动才能到达的部位,需要绕行流动才能到达的部位,(顺着充填)肋、散热片、螺纹等,都是难以充填的部位(见图2),都需要合金液快速直接或间接喷射充填。可以使用一个或多个内浇口的多股合金液,集中充填或分别充填不同的区域。达到精确区域划分、各自分配合金液集中充填、全面解决的目的。
图1合金液集中射向深腔
图2 合金液射向铸件复杂的部位 2.2 从深腔向分型面充填(即从深腔向外充填) (1)内浇口设置在深腔部位,让合金液从深腔向分型面充填,减小流程、冲击、曲折和迂回,便于排气(见图3和图4)。
图3 合金液从深腔向分型面充填
图4 合金液从深腔向分型面充填 (2)有需要从分型面一处把合金液直接射向深腔,再让合金液从深腔流向其它几处分型面(见图5,图6)。
图5合金液直接射向深腔再从深腔流向分型面
图6合金液直接射向深腔再从深腔流向分型面 2.3 从内向外、从中间向外围充填(即从里向外充填) (1)内浇口设置在型腔的中间部位,让合金液从型腔中间向周围分型面充填,便于排气,并减小合金液的流程(见图7~图9)。
图7 中心浇口从中间向外围充填
图8 中间浇道从中间向外围充填
图9 中间压射室从中间向外围充填 (2)有需要把内浇口的合金液直接射向型腔中间,再让合金液从型腔中间分散流向外围分型面,这有利于先充填好铸件中间复杂的部分,再充填外围简单的部分(见图10~图12)。
图10 合金液直接射向型腔中间,再流向外围
图11 合金液直接射向型腔中间,再流向外围
图12 合金液直接射向型腔中间,再流向外围 2.4 从厚壁向薄壁处充填(从厚向薄充填) (1)如果合金液先充填满厚壁部位,在压力作用下充填薄壁部位,合金液不易产生喷射(见图13),也有利于顺序凝固和增压补缩;但由于初始充填薄壁的速度和动力不够大,只适合充填较小和不是很薄的薄壁铸件;又因大量的合金液在厚壁部位停留加热模具,厚壁部位容易形成缩孔。
图13 合金液先充填满厚壁部位再充填薄壁部位 (2)如果合金液直接从内浇口穿过厚壁部位,直接喷射充填进薄壁部位,合金液有较大的冲击力,利于充填较大和较薄的薄壁铸件,也有利于顺序凝固和增压补缩(见图14);但铸件的厚壁部位会最后才充填满,容易包卷气体。
图14 合金液穿过厚壁直接喷射充填进薄壁部位 2.5 从较厚壁厚向很厚壁厚及热节处充填(从厚向更厚充填) 从较厚壁厚向很厚壁厚及热节处充填见图15。由于很厚的壁厚和热节部位,合金液的热量比较多,容易形成缩孔,如果内浇口设置在很厚的部位,更加剧了热节的程度,会促使形成更大的缩孔。由于内浇口比较薄,会早于厚壁处凝固,更会早于很厚壁厚处凝固,所以不能对很厚和热节处进行彻底的补缩。在很厚壁厚及热节附近的厚壁处设置内浇口,增压的合金液可以通过厚壁有效的传递到很厚处进行补缩。
图15 从较厚壁厚向很厚壁厚及热节处充填 2.6 厚壁件充填有喷射充填和慢速推进充填 (1)壁件充填一般是先喷射到远端,然后快速回流,再充填内浇口附近位置(见图1,6)。要注意增加内浇口附近处的排气能力。
图16 厚壁件先喷射到远端充填,然后再回流充填 (2)如果厚壁件充填先近后远,慢速向前充填(见图17)。要防止冷隔、棱角不清晰、流痕和涡流卷气。认为,目前压铸内浇口充填速度划分是,超低速小于1 m/s,低速1~6 m/s,中速6~20 m/s,高速20~70 m/s,超高速70~12 0m/s。铝合金压铸,虽然30~40 m/s是不容易出现粘模,能够压铸好普通铸件的内浇口安全速度。但是,利用目前良好的模具材料、模具涂层处理和模具温度控制,做到不出现内浇口冲击粘模的情况下,对于有孔隙率要求的铸件,很多都使用40~70 m/s的内浇口速度。
图17 厚壁件慢速先近后远充填 2.7 中等壁厚铸件 中等壁厚铸件,一般是全壁厚推进充填,有利于排气和防止涡流卷气(见图18)。要注意让近端的各股合金液尽早汇流,远端的排液和排气。
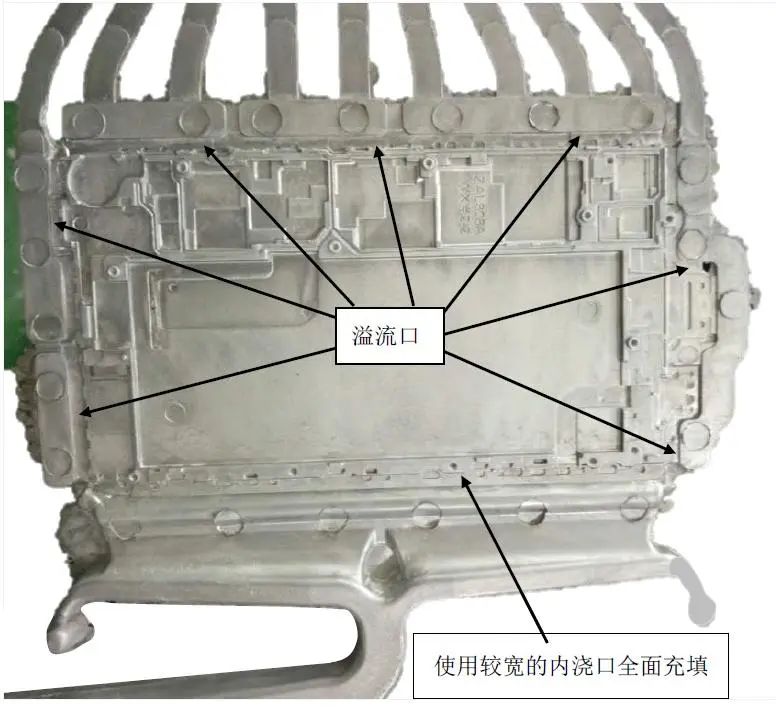
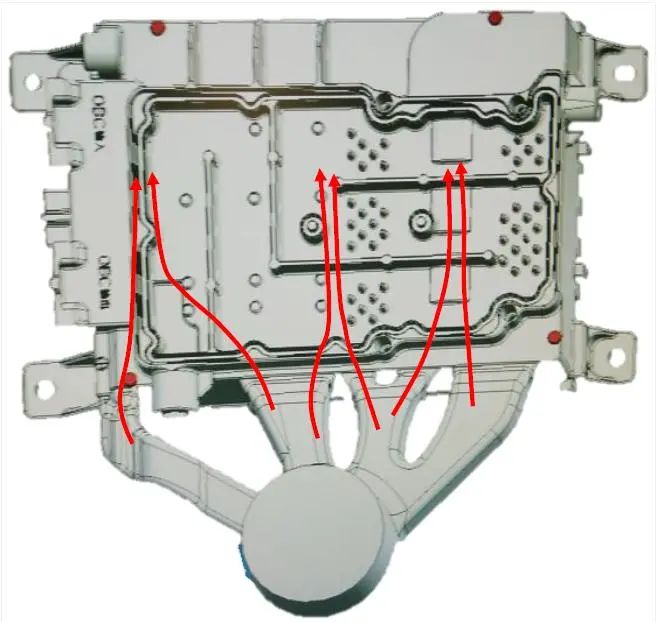
图18 中等壁厚铸件全壁厚充填 2.8 薄壁铸件直接向远端喷射充填,易于成形 注意合金液到达远端的先后顺序,防止涡流包气,加强排出冷料和排气。图19产品是薄壁铸件,使用较宽的内浇口全面充填,为了排气,铸件周边较多的开设了溢流口进行排气。注意这个浇注系统不是锥形浇道。横浇道的宽度与产品宽度基本一样,馈送浇道连在一起形成很宽的浇道,致使合金液在馈送浇道中流动速度严重下降,影响内浇口初始充填速度的提高。
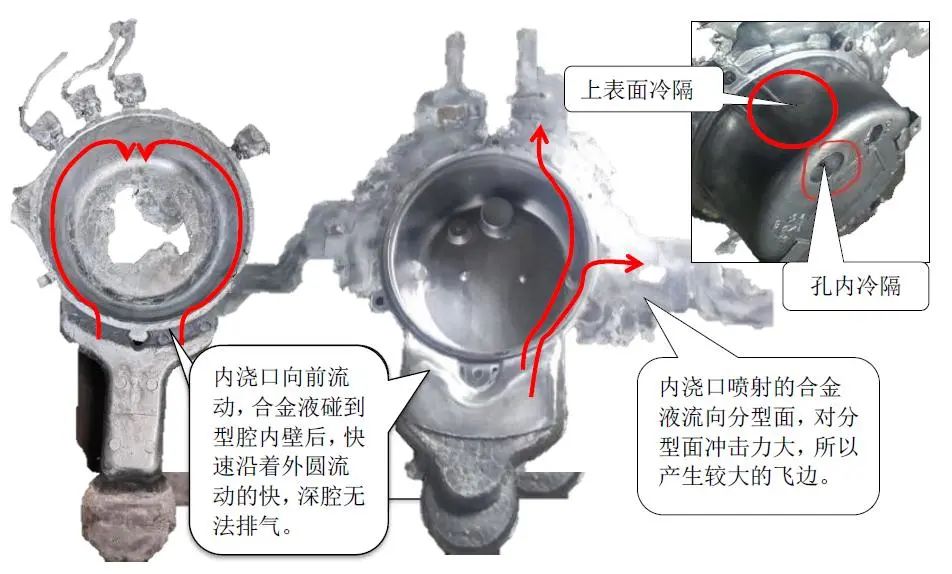
图19 薄壁铸件直接向远端喷射充填 2.9 合金液不要先充填分型面(见图20、图21) 能够排气的部位最后充填,利于排液排气。合金液应该先进入易憋气的盲区部位、凹坑部位,再充填能够排气的部位,最后向能够排气的分型面方向充填。合金液最后充填的部位,要能排出最后封堵在型腔里的气体。
图20 合金液先充填分型面,铸件有气孔和冷隔
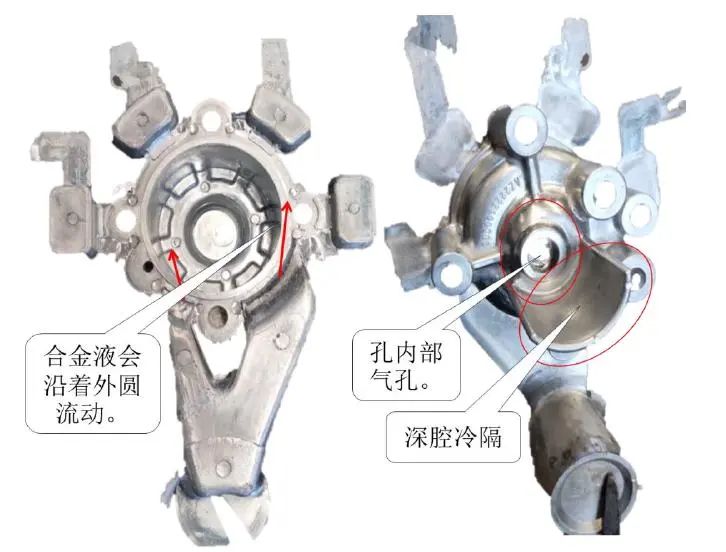
图21 合金液先充填深腔,铸件无气孔和冷隔 2.10 尽早汇流,平稳汇流 (1)相邻的内浇口的合金液,进入型腔后应尽早平行、平稳汇流到一起(见图22)。合并向前充填,齐头并进,避免回流、流痕出现,防止包卷气体。尽量避免金属流汇流时相互冲击,尽量不要在距离内浇口很远处汇流。
图22 相邻的内浇口的合金液应尽早平稳汇流到一起 (2)定向、定部位平稳汇流:如果多股内浇口的合金液,在型腔中朝向预定的方向、位置或末端汇流,不仅要尽量同时汇流,还要注意汇流后的流向和排液排气位置、大小,消除涡流、冷隔缺陷。见图23,各个内浇口的流向及汇流,没有集中到产品中间的过桥上;过桥后应该在两桥之间汇流及在在两桥之间设置溢流槽。
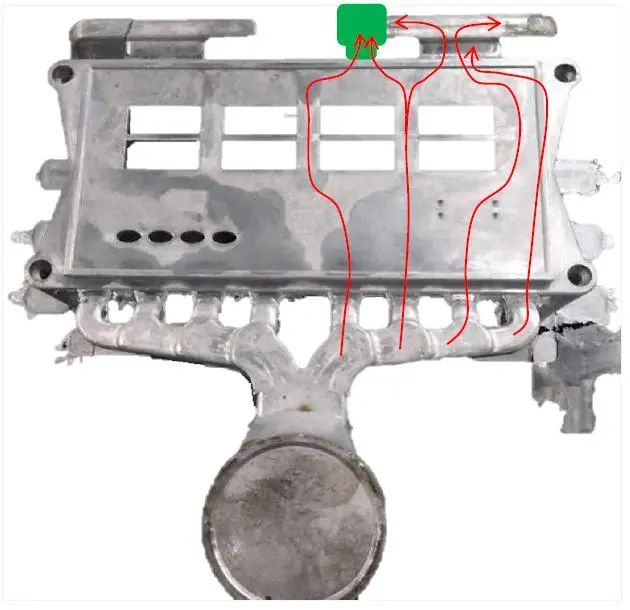
图23 定向、定部位平稳汇流 (3)相反方向流动的合金液不应在薄壁区域相遇、汇流,以免产生冷隔。如果在薄壁区域汇流,需加大溢流槽和排气槽。 2.11 合金液从内浇口直接喷射充填铸件气孔和表面质量要求高的部位。 合金液从铸件气孔要求高的部位,向气孔要求低的部位流动充填。让之后充填的、新鲜纯净的合金液,充填气孔要求高的部位。让包卷气体、被氧化污染的合金液,充填其它部位。 内浇口直接射向铸件壁厚有气孔和表面质量要求的那一侧面,可以防止该侧面有冷隔及精加工时出现气孔,见图24中j、k、e馈送浇道调节的合金液流向比较好。
图24 内浇口直接射向铸件壁厚有气孔和表面质量要求的那一侧面 3总结 根据合金液充填需要达到的理想充填效果,灵活使用11种比较合理的充填流动状态,设计压铸模具的浇注系统,引导合金液在型腔里按计划的路线、顺序、流向和充填流态,充填型腔的各个部位,这样就能使模具设计成功,能够压铸出良好的铸件。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)

.jpg)
.jpg)