.jpg) 半固态压铸具有成形温度低、模具寿命长、铸件凝固收缩小、性能优良等特点。然而,由于半固态流变压铸工艺设计中的问题,产品容易产生卷气和缩孔、缩松缺陷。采用铸造模拟软件对A356铝合金压块半固态压铸充型和凝固过程进行了数值模拟,分析了充型过程的流场和速度场,设计了3组半固态压铸工艺参数,并通过试验确定了压块半固态压铸的最佳工艺参数,生产出合格的压块铸件。 图文结果 压块是一个结构相对简单,壁厚不均匀的零件,压块三维图见图1。零件为曲面对称结构;侧面有一个直径为9mm的盲孔,须采用侧抽芯来成形;两侧壁与曲壁连接处,壁厚相差较大,容易产生应力集中,冷却过程中易产生缩孔、缩松和热裂等缺陷。在设计内浇口截面积时要比液态压铸的截面积大,其厚度一般为压铸件壁厚的50%左右。压块压铸件在设计时采用侧浇口。根据计算得出内浇口横截面积大小为52.5m㎡,厚度为1.5mm,宽度是铸件边长的0.7倍,为35mm。
图1 压块三维造型图
图2 带浇注系统的压块三维图
图3 压块充型过程模拟
图4 压块各部位充型时间
图5 压块充型速度模拟
图6 压块裹气分布
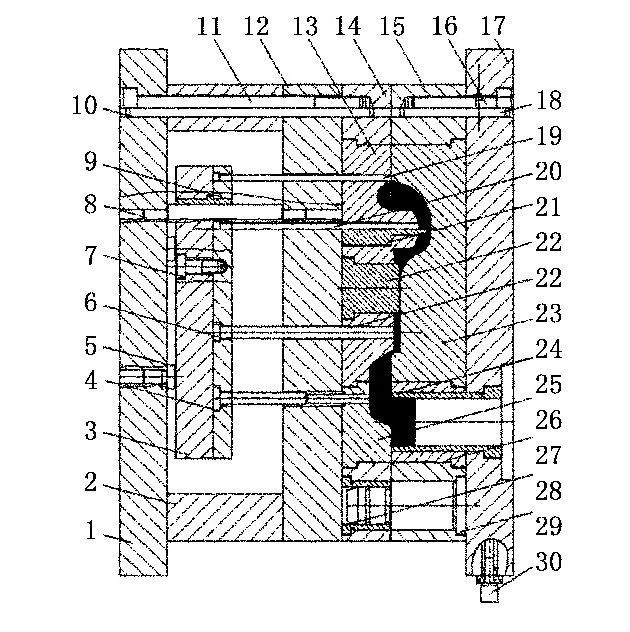
图7 压块缩松分布 根据压块压铸件的结构及模拟分析结果,设计出压块压铸件的半固态压铸模具,见图8。半固态压铸模具在结构上与一般的压铸模具相同,在生产前要对模具充分预热,由于半固态的温度较低,凝固时间短,因此模具在预热时要比液态压铸高,一般在280~300℃,需在动、定模套板上设计加热元件和测温孔,安装热电偶测温,以便控制模具温度,同时要求模具各个部位温度均匀稳定。
图8 压块半固态压铸模具
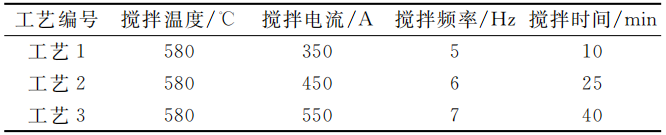
表1 不同的电磁搅拌工艺参数
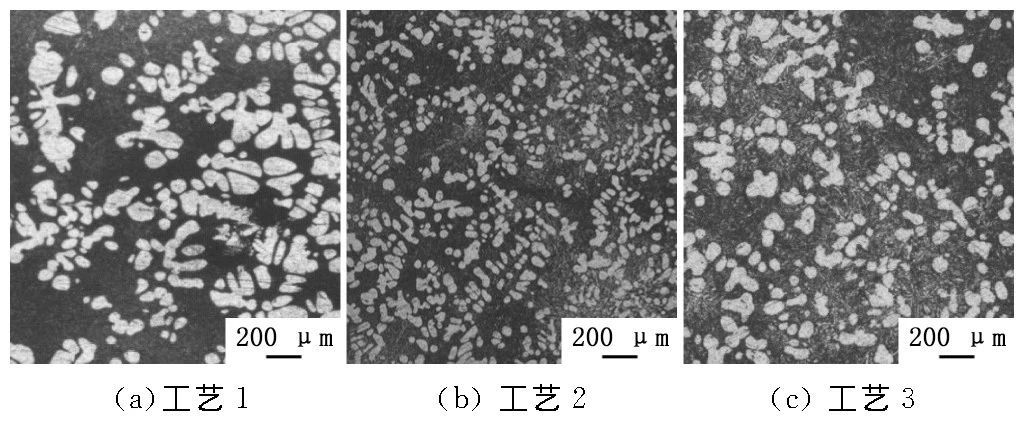
图9 不同搅拌参数下的微观组织
图10 压块压铸件 (1)根据压块铸件结构,设计了压块半固态压铸的浇注系统,通过数值模拟,浇注系统充型平稳,缺陷减少。 (2)半固态压铸模内浇口截面积比液态压铸金属内浇口截面积大,压块内浇口厚度为铸件壁厚的50%。 (3)半固态浆料制备工艺参数:搅拌温度为580℃、搅拌电流为450A、搅拌频率为6Hz、搅拌时间为25min时,压铸出的压块质量较好。 本文作者:
肖世龙 本文来自:《特种铸造及有色合金》杂志,《压铸周刊》战略合作伙伴 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)