.jpg) 随着一体化压铸的兴起,越来越多的汽车结构件开始使用压铸铝合金生产,其中最大的挑战之一便是需要获得高伸长率,尤其是在高强韧免热处理材料领域。铝合金铸件力学性能的影响因素较多,按工艺顺序可以分为3类:①合金成分,通过改变材料相组成、组织形貌、晶粒大小等调整材料性能;②铸造工艺,包括铸造方式、模具设计、熔炼、浇注方式、铝料温度、凝固和冷却等多个环节,通过调整铸件夹杂、气孔和裂纹等内部品质影响铸件性能;③热处理工艺,不同的固溶、时效温度、时间以及冷却方式对铸件的硬度、强度和韧性等性能有显著影响。 研究发现,即便是同种材料和相同铸造工艺,同一产品不同区域的力学性能也可能存在很大差异。对于性能较差的区域,难以通过调整铸造工艺大幅提高其力学性能。对于相同的材料,在不同铸件上,即便在相同区域取样,所测得的力学性能仍有差异。本研究分析影响压铸件力学性能的因素,总结高强韧压铸铝合金铸件本体取样力学性能与材料理想力学性能之间的差异,聚焦于高真空压铸结构件性能测试过程中伸长率的影响,通过深入分析平板模、试棒模以及实际结构件的力学性能,探讨了材料成分对免热处理合金的强韧作用,重点研究了取样方式和铸件结构设计对铸件力学性能的影响。对高强韧铝合金在测试过程中的试片类型、标距大小等关键因素进行分析,提供了获取材料理想性能的测试方法与建议。此外,系统比较了传统AlSi10MnMg热处理材料、高强韧免热处理材料在铸件本体取样与材料理想性能之间的波动偏差。旨在为高强韧免热处理铝合金铸件的力学性能提高及测试方法提供参考。 图文结果 选用了4种高强韧合金,其设计成分见表1。这些材料被用于压铸平板试样和试棒,其中试棒标距为25 mm和50 mm。利用AlSi10MnMg合金和自主生产免热处理HT11合金压铸生产了一款小型减震塔铸件。其中AlSi10MnMg合金的T7热处理过程在辊道式热处理生产线上进行,具体工艺为:460 ℃×2.5 h固溶处理+风淬处理3.5 min+210 ℃×156 min时效处理。 图1为试验材料压铸的所用试棒、平板(一模两腔)、减震塔(一模两腔)铸件模型,分别采用4 500、12 500、25 000 kN的压铸机生产。试棒除毛刺后可以直接拉伸测试,通过线切割加工制备平板和减震塔铸件的拉伸试片,其标距为25 mm,尺寸见图2,平板取样厚度为3 mm,铸件取样试样厚度取决于铸件。在拉伸试验前,试片的侧面经过细砂纸打磨,直至表面粗糙度达到Ra≤5 μm。拉伸试验在CMT5205拉伸试验机上进行,拉伸速率为1 mm/min。依次使用400、800、1 500、2 000目的砂纸打磨金相试样,采用SiC悬浮剂进行抛光处理,利用MDS400金相显微镜对试样的微观结构进行观察和分析。
表1 试验材料的化学成分(%)
图1 试验试棒、平板、减震塔的3D模型
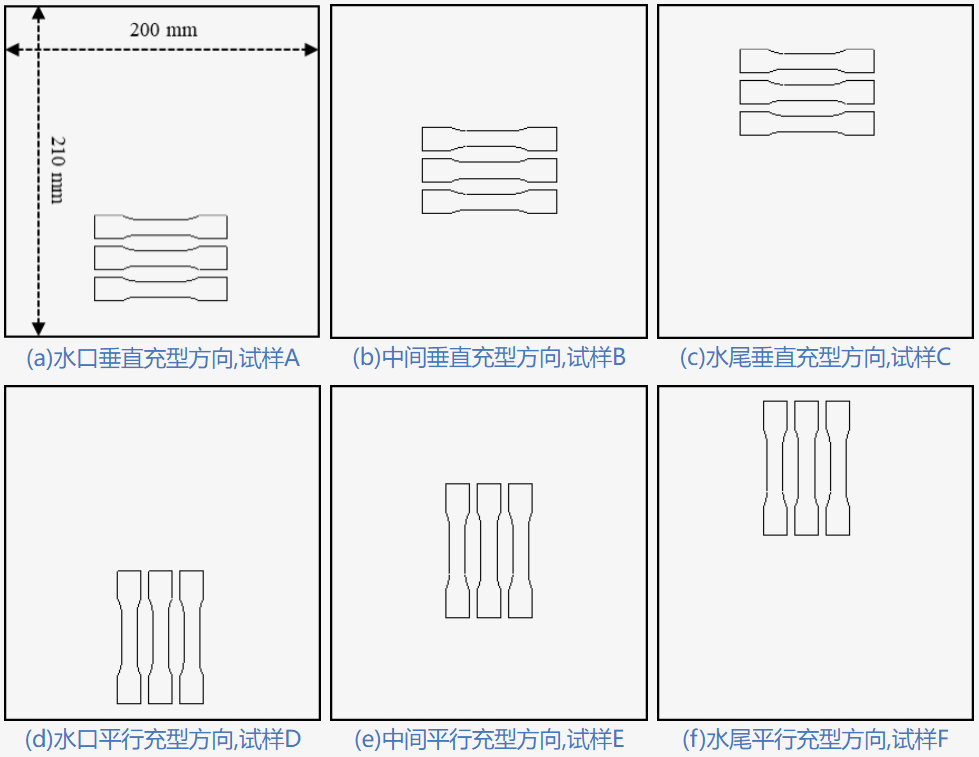
图2 拉伸试样尺寸 选用AlSi10MnMg平板,研究取样方式对其拉伸力学性能的影响。试片分为2组:试片A、B、C垂直于平板主充型方向,试片D、E、F平行于平板主充型方向,取样位置包括水口附近、平板中间以及水尾。图3为6组不同取样方式示意图,其应力-应变曲线见图4。图5为不同取样方式AlSi10MnMg平板铸件的平均伸长率。可以看出,取样方式对试样强度影响并不明显。伸长率的变化相较于强度更为显著。在平行充型方向的中间位置(E组),获得了最高的伸长率,达到9.42%;而在平行充型方向水尾位置(F组),伸长率则最低,为6.84%。
图3 AlSi10MnMg合金平板取样方式示意图
图4 不同AlSi10MnMg合金试片应力-应变曲线
图5 AlSi10MnMg平板不同位置、方向取样伸长率 随着铝液在型腔内的逐步填充,铝液温度会逐渐降低并凝固。铸件在水口位置因温度较高且均匀,在无卷气、热节时,内部品质通常优于其他位置;温度越低,越易产生缩孔、冷隔等缺陷,内部品质通常较差,性能更低。然而,从图5可见,设计的平板并不完全遵循这一规律。伸长率最佳的位置均出现在平板的中间,而非水口。这一现象与平板设计的特定因素紧密相关。图6为平板外形、X光检测和模流分析。从图6a可以看出,试验平板的内浇口经过减薄处理,导致铝液在进入内浇口后能以较大的速度向前填充。尽管平板各处的凝固时间差异不大(见图6c),铝液在水口附近的填充顺序却存在先后差异(见图6d),这使得垂直充型方向的铝液填充不均匀,从而导致伸长率相对较差。在水尾位置,垂直方向的伸长率反而较高,这表明垂直方向劣于平行方向的规律并非固定不变。铝液的凝固过程并不严格遵循顺序凝固规律,在型腔内铝液温度的不一致性仍会导致先后凝固差异,对铸件内部质量影响不显著,见图6b,但对力学性能,尤其是伸长率的影响颇为明显。
图6 平板外形、X光检测和模流分析
图7 平板水口、中间、水尾位置金相组织 表2为两种试棒的力学性能。可以看出,标距的变化对抗拉强度和屈服强度的影响不明显,但压铸试棒的标距越长,伸长率越低。这可以通过材料塑性变形模型解释,见图8。因材料在测试过程的拉伸条件并非理想的静态拉伸,试棒的塑性变形并非理想的均匀变形,而是断裂处附近的变形量更大,远离断裂点的位置则呈现出相对较小的变形量。特别是在标距(即平行段)较长的试棒中,变形量较小的区域占比较大,导致整体伸长率的平均值下降。而试棒的强度测试结果只与断裂时的力与断口截面积相关,因此标距长短对抗拉强度和屈服强度的影响相对有限。
表2 两种标距试样力学性能对比
图8 不同试棒拉伸时的变形示意图 平板取样与试片伸长率差异与压铸件表面的细晶层有着密切的联系。压铸试片四周均被细晶层所环绕,因其高应力敏感性承受更大的应力。此外,在相同收缩率下,试片矩形的尖角位置更易产生裂纹并迅速扩展。相较之下,平板取样试片则具有更优的晶粒大小梯度组织。平板两侧是晶粒小的细晶层,使得铸件呈现细-粗-细组织。当一侧的细晶层出现裂纹时,裂纹的扩展会被中间的高韧性区域抑制,这种结构特征赋予了平板试片更优异的延展性。因此,在平板的合适位置进行取样,能够更准确地反映材料的理想力学特性,为材料的性能评估和应用提供更为可靠的依据。
表3 不同试样的力学性能对比
表4 两种减震塔铸件本体取样的力学性能对比 结论 (1)取样方式 包括位置和方向,对铸件本体取样伸长率的影响显著,而对强度的影响较小。在平板试验中,性能最差的取样方式测得的伸长率为最佳取样方式的72.61%。在铸件质量较差的区域,可通过优化取样方向获得较好的结果。 (2)制样方式 包括截面类型和标距大小,影响铸件力学性能测试的最终结果。标距较短的试样具有更高的伸长率,圆形截面压铸试棒表现出较高的伸长率和较低的强度,而矩形截面压铸试棒则具有较低的伸长率和较高的强度。此外,压铸平板的力学性能表现不均匀,其中性能较好的位置更能代表该材料压铸件的理想性能水平。 (3)同一种材料的理想性能与压铸件本体性能在伸长率方面存在明显差异。压铸件的力学性能标准通常低于该材料的理想性能水平,特别是与试片级测试数据相比。铸件伸长率的标准值设定为在压铸工艺达到最佳状态,即铸件无明显气孔、冷料等缺陷时的最小值,通常为理想性能的50%~70%。 (4)对于高强韧压铸铝合金材料,在铸态下实现伸长率平均值达到10%是可行的,但考虑到实际铸件的全区域性能,将目标伸长率设定为≥8%附近更为合理。同时,根据铸件不同位置的实际连接需求,可以对高强韧免热处理材料的伸长率要求进行区域性的调整 本文作者:
黄华 朱宇 林韵 赵少亮 邓杏坚 黄熙泰 林宇飞 万里 本文来自:《特种铸造及有色合金》杂志,《压铸周刊》战略合作伙伴 |

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.png)
.png)
.jpg)

.jpg)
.jpg)