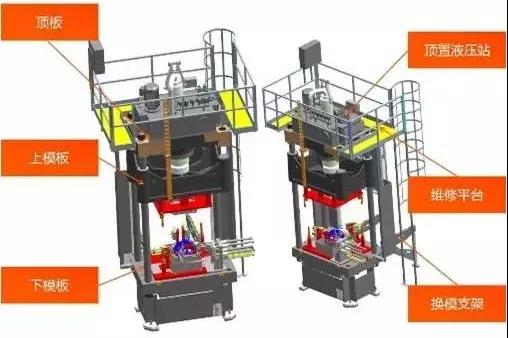
.jpg) 今年,伊之密H系列4500T压铸机进驻中国重汽集团并开展安装调试,同步进行的还有周边机器人自动化系统。这是伊之密目前国内最大吨位的压铸机,而给这巨无霸配上全自动化生产系统亦是首例,伊之密技术团队迎难而上,从了解需求到方案设计、制作,5个月内为客户提供整套自动化生产系统。
国内最大吨位自动化压铸岛 整个4500吨自动化压铸岛可实现产品的取出、完整性检测、压铸模具喷涂、缸套的预热及镶嵌、产品的冷却、产品浇道的去除、刻印、输送及产品的后续检测装箱等。
喷涂系统 本体选用ABB铸造版机器人,系统采用日本先进的脱模剂雾化及喷涂系统技术,喷淋头雾化喷嘴为伊之密专利喷嘴,外混式结构,喷雾锥角稳定,单个雾化喷嘴出液量0-600ml/min可调,3回路控制,雾化效果强,涂覆模具均匀。
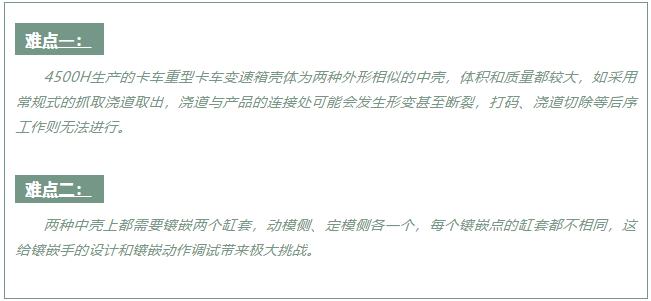
取件兼镶嵌系统 由于压铸机占地空间大、周边设备较多,压铸件体积重量较大,取件兼镶嵌机器人选用了ABB铸造版机器人,裸机运行半径3.1m,加上安装机器人夹爪和镶嵌手的连接手臂,可兼顾半径4m以内所有设备,有效载荷可达325Kg,为压铸岛的拓展提供巨大空间。 产品的取出和缸套的镶嵌是整套系统的难点。
为了克服这些难题,伊之密技术团队反复论证,设计了可兼容这两种中壳的取件兼镶嵌夹取手,压铸机开模后,直接抓取产品表面取出,接触面采用特殊材料制成,不伤产品,抓取牢固。 产品取出检测后,喷涂机器人下探喷涂,同时取件兼镶嵌机器人可以完成产品的去渣包、冷却、放置打码机上打码、抓取加热的缸套等工作。 喷涂结束后,取件兼镶嵌机器人将抓取缸套镶嵌至压铸模具内,动模侧、定模侧各镶嵌一个,缸套镶嵌手根据特殊设计,动作避免干涉,更换压铸产品时只要切换对应的程序,无需更换抓取手,方便快捷。配合岛内由伊之密设计并制作的镶嵌供给机、镶嵌件预热装置,只需人工岛外定时上料即可。 产品冷却 采用双工位冷水水箱,一工位冷却、一工位吹气沥干,在产品吹气沥干的同时,取件机器人可以进行其他工作。 渣包去除 组合式去渣包,先用液压剪去除连接处渣包,然后再用碰撞装置和气锤去除。适用性强,节约人工敲除工作。 刻印机 采用气动刻印机,存储达到200个打样图标,可通过USB接口备份,TCP/IP连接的以太网端口,方便连接PLC和计算机。另外根据产品设计了固定的放置平台,产品刻印的同时机器人可进行其他的工作。 油压切边机 根据产品定制一套大吨位的油压切边机,模柱间距行程广,可满足大体积产品浇道切除需求,采用日本进口控制系统,安全性高,故障率低,台面设有吹气功能,可以除去工作台面的废屑等杂物,吹气时间可调。切除精度高。 这是伊之密首次设计4500T压铸岛内自动化系统,面对这个挑战性极大的方案,伊之密研发团队从工艺出发,与客户反复沟通,论证,不放过任何一个细节,为客户提供高效、稳定的自动化解决方案。 |
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)