.jpg) 压铸工艺在目前的汽车零部件轻量化生产方面起着重要的作用。对于一些周边设计为封闭形式的盖类汽车用压铸铝合金零件, 模具设计时无论选择周边何处作为进浇口, 均会对模具重要成形部位———密封槽位置造成冲蚀, 导致模具部分失效 (一般2万模次左右) 。目前常用的对策方法是设计为镶拼结构, 对易损部位更换处置。 结合实际生产, 提出一种新型设计方案, 采用了三板模——双中心进浇结构, 优化了锁模、限位等结构, 匹配压铸机台部分功能, 使模具寿命有较大延长,现场生产效果显著。某V8发动机链条盖壳体,见图1,材质为A380铝合金,密度为2.45g/cm³,轮廓尺寸为305.059mm×243.811mm×88.683mm,其质量为0.83kg, 体积为309cm³, 表面积为856.03c㎡, 基本壁厚≥2.1mm, 铸件收缩率为0.55%, 因为是密封槽结构, 有平面度要求。生产中发现由于压铸件结构特殊, 内浇口直冲压铸件的密封条安装槽内侧, 造成模具此处位置过早龟裂, 并导致压铸件上形成了凸起的龟裂纹,由于此处是安装 密封条位置, 如果压铸件上有龟裂纹, 会对压铸件的密封有严重影响, 所以对此处的铸件表面质量有严格要求。经分析试验, 采用了中心进浇三板模结构。针对压铸件的基本情况, 进行了初步设计。选择远端进浇以减少对中心两个型芯的直接冲蚀力度, 配合一般设计规范。图2为初始设计方案。
图1 零件三维图
图2 常规进浇方式
图3 压铸件失效位置图
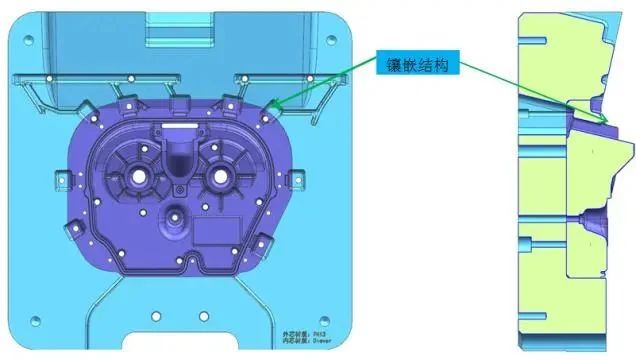
图4 模具镶嵌方式 经过对压铸件的分析, 要避开密封槽的位置进浇, 压铸件上唯一可以选取的位置只有压铸件中间的两个孔位, 而且压铸件的基本形状呈圆形饼状结构, 两孔位在中间位置, 筋条呈辐射伞状, 所以采用中心进浇对压铸件的排气等都有非常好的效果, 因此决定采用双中心进浇三模板的设计, 见图5。
图5 双中心进浇三板模的设计方案
表1 优化后主要设计参数
图6 Flow-3D温度场模流
图7 Flow-3D速度场模流
图8 模具简图
表2 两模板和三模板生产效果对比 切刀材料材质为H13, 硬度为HRC44~46, 刀口成45°角, 可避免粘铝现象。弹性锁模装置锁紧力为40kN, 避免动模板与定模移动板提前分离。模具的导柱与模板制作精度要高, 定模固定板、定模移动板、动模板需要同时配模, 合模油要分布均匀.模具安装到压铸机上, 用手推动定模移动板, 需无明显卡顿现象。
图9 实际产品图 两板模结构设计成熟, 机构稳定, 出品率高, 在实际生产中应用广泛。三板模主浇道提前分离结构优点是适用于各种圆形饼状类产品, 只是结构或样式可能不同, 需根据实际情况设计, 该应用打破了常规压铸方案进浇的思路, 大大提高了压铸工艺的适用范围。
作者: |
.png)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.png)
.jpg)

.jpg)
.jpg)