.jpg) 原标题:一体化压铸热模件数量优化 前言 一体化压铸技术吸引了众多主机厂、压铸厂、设备商、模具厂、高校科研院所以及资本市场的广泛关注与重视,整个行业都在大力开发应用一体化压铸件,但随着汽车行业日趋严峻的降本压力,一体化压铸零部件也从蓝海跨入了红海,企业之间竞争越来越大,已经到了拼刺刀的阶段,对供应商的成本控制提出了更高的要求。我司(多利科技--本刊注)目前产品主要是为新能源车企提供一体化压铸后地板,同时由于压铸生产工艺不可避免的产生热模件报废,停机维修、更换模具以及单班生产等因素导致热模件报废的数量不断增多。质量部首要的关键绩效指标就是报废率,如果可以优化热模件的数量,可以从一定程度上减少报废数量,降低报废的成本,为公司提质增效。本报告结合我司实际生产情况,在保证零件性能和质量的基础上降低热模件数量,减少报废与浪费,达到精益生产的目标。 01 生产过程中热模件报废品数量的统计 2024年1月至6月,某W品牌半边后地板产品累计生产零件21146件,报废件数量873件,其中热模件报废共499件,平均占比57.2%。
根据前期项目阶段试模的结果以及模具状态评估的经验,热模件数量定义原则是停机超过1小时需要生产10件热模慢压件。 慢压定义的理论依据: 1.在压铸生产前,需要预先将模具加热到一个合适的温度,一般为浇注温度的1/3,与压铸材料有关,一般为100-300℃。 2.模温机定义热模温度为200℃,水温机定义热模温度为130℃。 3.根据热模期间模具温度上升的情况,详见下图热模温度曲线,慢压10模后各个区域的模温可以达到工艺参数要求值范围。
慢压件的目的是对模具进行充分预热,减少模具开裂并延长模具寿命。我司目前该零件客户订单需求较少,未完全达到实际产能要求,导致出现单班生产和多次换模(左右件)的情况,产生大量的热模慢压件需要报废,报废成本居高不下,热模件数量的优化作为潜在的降本措施需要进行评估可行性。 02 减少长时间停机热模慢压件可行性评估 经过与工艺、模具、设备等部门沟通,分析了目前零件质量的状态: 1.目前该产品使用布勒6100T大压铸机进行压射,具备设备稳定性好,动态响应好等特点; 2.前期生产的零件未出现批量不良,机械性能以及尺寸数据都比较稳定; 3.模具寿命目前达到3W模,经过定期的维护保养,模具性能还不错。 基于以上的分析,制定热模件优化方案,初步计划从10件慢压件改为6件慢压件,并需要从以下几个方面进行验证与跟踪: ①模具温度的对比,停机10分钟、20分钟、30分钟、60分钟后模温变化很大,为了使不合格的产品不会流到客户端,需要在停机一定时间后做一定数量的热模件。同时动模侧和定模侧温度的变化,慢压件数量的减少,直接影响到模具表面温度的状况,该零件采用一体化大压铸压铸岛集成概念,使用20台水温机和10台油温机对模具内部温度进行实时控制,经评估可以适当提升模温机(200℃→220℃)和水温机(130℃→150℃)的温度,为优化为6次慢压件奠定基础。
②毛坯内部气孔质量,该零件客户要求100%进行X-Ray检测,由检测设备内置软件自动判断气孔大小及是否合格,需要重点对验证件进行跟踪确认。
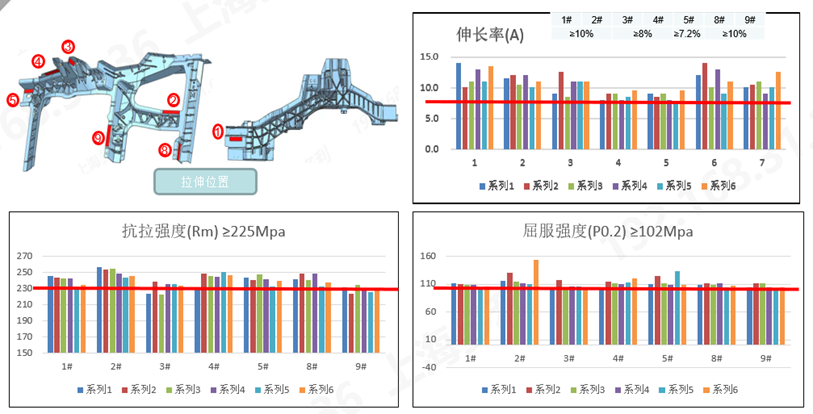
③机械性能,由于该产品使用CSMET C611铝锭,属于免热处理材料,项目认可阶段根据零件不同的区域定义不同的延伸率要求,而抗拉强度和屈服强度按照客户定义的标准执行。
④SPR模拟实验,SPR是客户现场采取的零件连接工艺之一,SPR后零件的状态可以间接反映出零件机械性能的表现。
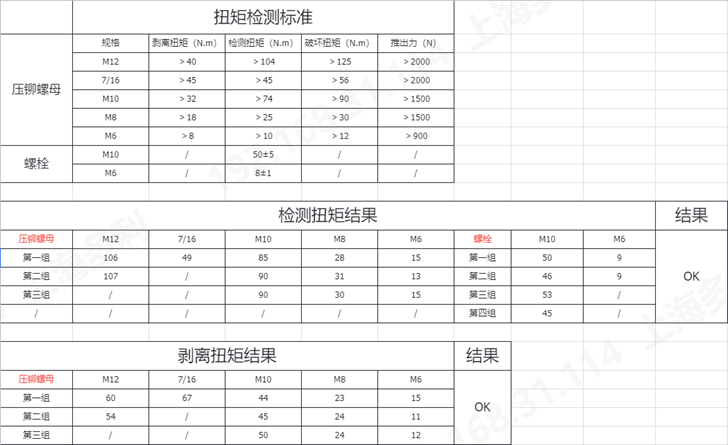
⑤客户要求的其它实验,如自穿刺压铆螺母的检测扭矩、推出力等,进一步验证慢压件优化后高压件的零件性能表现。 总结如下:
03 要因分析后进行试验 根据实验方案,7月份开始进行试验,将模温机和水温机的设定温度各提升20℃,同时热模慢压件预调整为6件,并安排相关人员对模温以及第7和第8模零件进行两轮次试验。 ①模具温度: 工艺要求:详细的模具温度定义不方便详细阐述,正常一圈模框采用模温机油冷却,温度设定180-220度;模仁镶块采用水温机冷却,温度设定130-150度;灌口和分流锥使用长通的冷却水,温度设定20-25度;流道用水温机,温度设定100-120度。
高压件定模侧温度趋势
以上都是取的喷涂后的模温: 慢压6模后的模温和100模后的模温对比差异约18.5度 高压件动模侧温度趋势
以上都是取的喷涂后的模温: 慢压6模后的模温和100模后的模温对比差异约12.5度 从慢压6模后与100模后模温对比可以看出,温度差异比较小, ②X光气孔检测
针对关键位置的的内部气孔检测,如轮罩区、中间横梁区、门槛梁区等位置气孔质量合格,未发现异常。 ③机械性能
拉伸试验显示抗拉强度、屈服强度、延伸率都达到了客户要求的数值。 ④SPR试验
连续两个班次的试验件SPR结果正常,未出现异常开裂等问题 ⑤性能试验
压铆螺母拧紧扭矩、剥离扭矩、破坏扭矩以及推出力都满足标准要求。 综合以上实验结果:
以上实验证明,热模慢压件可以从10件优化至6件,并在压铸机程序里进行了设定:
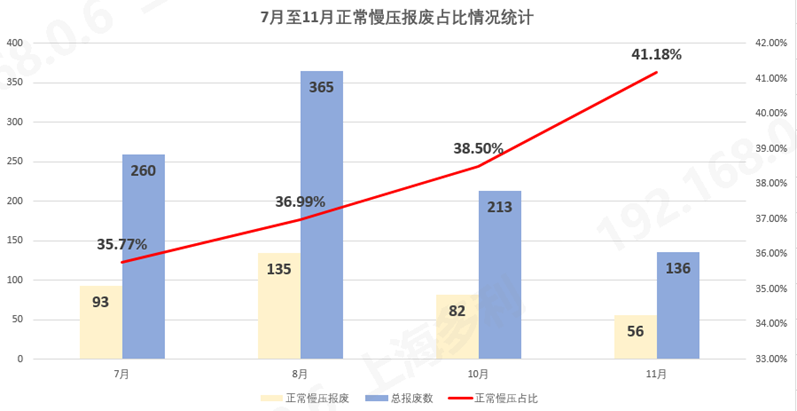
从优化的理论和实践的结果可以看出,该优化是具备可行性的。 后续我们跟客户进行了沟通,将实验报告以及结论进行了汇报,得到了客户的同意。 04 热模慢压件优化后报废情况 从7月份至11月,生产零件数量29233件,报废件数量共974件,其中热模件报废共366件,占比37.6%,较上半年减少20个百分点。
05 总结语 热模慢压件数量优化后,报废数量和报废率明显降低,为公司降本增效提供了有力的支持。通过这次热模件优化的改善措施,质量团队带领公司其它部门对压铸生产进行了梳理和重要性能的检验,提升了团队的质量意识,个人能力也得到提升。后续为进一步降低报废率,不但可以从慢压件数量的优化,而且可以从其它报废原因入手,开展进一步降本活动,带动整个公司降本增效的行动。 作者 多利科技 压铸事业部 申正浩 陆海萍 |
.png)
.png)
.jpg)
.jpg)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)