 原标题:压铸镁合金缺陷带的组织特征及形成机理研究 摘要:研究了压铸镁合金缺陷带的组织形貌及分布特征,建立缺陷带与压室预结晶(ESCs)、气缩孔及压铸工艺参数之间的对应关系,在此基础上探讨了缺陷带的形成及演化机理。结果表明,压铸镁合金截面凝固组织以缺陷带为界可划分为3个有明显组织特征差异的区域;随着低速速度提高,压铸镁合金凝固组织中ESCs含量逐渐减小,而缺陷带组织愈加明显并向压铸件中心靠拢,缺陷带宽度减小,其内部孔洞更加聚集;高速速度越大,压铸镁合金凝固组织中ESCs越分散,缺陷带向压铸件中心靠拢,在无高速速度情况下,压铸镁合金凝固组织横截面出现双缺陷带现象;压铸充型过程中金属液流的形态决定了缺陷带的分布位置和发展趋势,在高速金属液的剧烈冲刷及增压压力作用下,靠近金属液流外轮廓的晶粒发生破碎或转动,在晶粒间形成大于剩余金属液体积的间隙,随着凝固的进行形成沿液流轮廓分布孔洞聚集的缺陷带组织。 镁合金以其质轻、比强度和比刚度高、减震性好和易于回收利用等特点而被广泛应用于航空航天、汽车和电子等行业。采用镁合金替代钢或铝合金是实现汽车轻量化的有效途径之一,可以降低燃油消耗并减少气体排放。镁合金液态金属黏度低,流动性好,易于充填复杂型腔,且凝固快,尺寸稳定性好,特别适合于压铸工艺。因此,压铸已成为镁合金结构件最主要的成形工艺。典型的压铸镁合金产品包括汽车轮毂、变速箱体、笔记本/手机外壳等。 当前,镁合金压铸件存在的绝对强度偏低、高温性能较差等缺点制约了其应用范围的进一步扩大。研究表明,冷室压铸镁合金中出现的气缩孔、ESCs、缺陷带等对压铸件的力学性能有着较大的影响。关于气缩孔及ESCs,研究者已进行了较为深入的研究,但针对缺陷带的相关研究却报道很少关于缺陷带的研究主要集中在缺陷带的组织表征及物相分析等方面,研究发现缺陷带的形态及分布特征与气缩孔、ESCs等存在一定的对应关系,然而其形成机理尚未明确和统一。 因此,本课题以镁合金AM60B拉伸试样压铸件为研究对象,系统研究了压铸镁合金缺陷带的组织形貌及分布特征,建立缺陷带与ESCs、气缩孔及压铸工艺参数之间的对应关系,在此基础上探讨了缺陷带的形成及演化机理。旨在为优化压铸工艺参数,改善镁合金压铸件的微观组织和力学性能提供参考。 1、压铸镁合金缺陷带的组织特征 缺陷带是冷室压铸组织中特有的组织特征,有别于其他铸造工艺获得的凝固组织,其形貌及分布较为复杂。图1为镁合金压铸件横截面不同形貌及分布特征的缺陷带,其存在的形式通常多种多样,有沿压铸件截面轮廓分布的,也有不规则的;有单缺陷带,也有双缺陷带和多缺陷带。已有研究表明,缺陷带是孔洞聚集的带状组织,存在着一定的溶质偏析,OTARAWANNA S等利用电子背散射衍射技术发现缺陷带的宽度是晶粒大小的7~18倍,LI X B等通过成分扫描发现压铸件表层缺陷带中溶质富集程度较小,而心部缺陷带中有大量的溶质元素富集。
图1:镁合金压铸件横截面不同形貌及分布特征的缺陷带 采用不同的组织观察方法对镁合金压铸件横截面的显微组织进行分析,见图2。可以看到压铸镁合金组织从宏观上可以分为3个部分,第一部分是从压铸件表层到缺陷带外表面的组织,其特点是孔洞较少,ESCs组织大多为破碎的枝晶,没有聚集现象,因此组织较为致密;第二部分是距离压铸件表层一定距离的缺陷带,在其内部富集大量形貌不规则的孔洞,ESCs组织相较于周围ESCs细小,从电镜图片中可以看出,缺陷带中的孔洞主要分布在晶界(ESCs或α-Mg)处;第三部分是缺陷带所包围的心部组织,尺寸较大的ESCs组织增多,且在心部大量聚集,在ESCs聚集的晶界处有大量的疏松存在,因此含有较多孔洞,但分布较为随机。
图2:镁合金压铸件横截面典型显微组织 2、压铸工艺参数对缺陷带组织形态的影响 压铸试验在TOYO-BD-350V5压铸机上进行,表1为压铸过程中所采用的试验参数,通过对比研究了不同低速速度、高速速度、增压压力、浇注延时等对压铸镁合金缺陷带组织形貌与分布特征的影响。
表1:压铸实验采用的工艺参数 压铸工艺参数中的低速速度主要影响压室内金属液的流动形态及最终压铸件中ESCs的形态和含量,其对缺陷带的影响见图3。在较低的低速速度(0.05 m/s)条件下,整个压铸件截面含有大量随机分布的孔洞,而未能发现明显的缺陷带。从图3中可以看出ESCs含量较多,呈粗大枝晶状,且大多聚集到一起,遍布整个压铸件截面,因此整个压铸件内部在ESCs枝晶间有较多的缩松。随着低速速度提高,ESCs含量逐渐减少,且形貌趋于长条状或球状,此时缺陷带组织愈加明显,且向压铸件中心靠拢,缺陷带宽度减小,其内部孔洞逐渐密集。
图3:不同低速速度下的压铸镁合金缺陷带组织形态 压铸镁合金缺陷带形貌及分布特征随高速速度的变化见图4。可以看到,随着高速速度提高,压铸件中ESCs组织分布愈加弥散,形貌趋于球状,而在心部ESCs组织明显要多于其他部位。而随着高速速度增加,缺陷带愈加靠近中心,缺陷带宽度减小,内部孔洞更加集中。在无高速速度的情况下,压铸件中出现双缺陷带现象,靠近压铸件表面的缺陷带宽度较宽,且其外部几乎不含有ESCs,而靠近内部的缺陷带宽度较窄,在其内外两侧均有大量的ESCs聚集。
图4:不同高速速度下的压铸镁合金缺陷带组织形态 对不同增压压力下的压铸镁合金显微组织进行研究,发现随着增压压力升高,压铸件中的ESCs含量逐渐减少,其形貌趋于球状,分布形态由弥散分布趋于向压铸件中心偏聚,而此时压铸件中缺陷带的位置、宽度及其内部孔洞的形貌并没有发生明显的变化。压铸工艺参数中浇注延时对缺陷带的影响与低速速度类似,浇注延时增长或者降低低速速度,均使得压铸件中ESCs含量提高,ESCs呈现较多的粗大枝晶状,在ESCs聚集的晶界处有大量的疏松存在,此时缺陷带趋向于压铸件表层,且宽度增加。 3、缺陷带的形成机理 缺陷带是冷室压铸组织中特有的组织特征,其形貌及分布较为复杂。缺陷带通常为缩孔缩松聚集的带状组织,且厚度较宽,而缺陷带的位置往往又同粗大的压室预结晶组织的分布形态有关,其直接对压铸件力学性能造成较大的危害。因此,了解压铸镁合金缺陷带的形成机理,对于控制和改善压铸镁合金微观组织,进而提高镁合金压铸件的力学性能具有重要的意义。 基于压室预结晶理论,DAHLE A K等尝试表述了压铸件中缺陷带的形成机理,见图5。认为在压室中预先形核生长的晶粒,随着熔体高速充填型腔,在流体的作用力下向压铸型腔中心偏聚。围绕着这些初生的晶粒,型腔中心的金属液开始凝固,凝固界面由内向外推移。与此同时,在压室及充填过程中尚未凝固的液态金属,在接触型壁后瞬间开始凝固形成表面激冷层。由于型壁及激冷层的传热,压铸型腔中形成由外向内的凝固进程。当两个凝固前沿相遇时,也即压铸件最后凝固的位置,此时由于补缩困难,凝固组织中常常出现较为严重的疏松组织。这对沿着压铸件截面轮廓的单缺陷带的解释,有一定的适用性,然而却无法解释双缺陷带及其他不规则缺陷带的产生。CAO H等[21]对压铸件中的双缺陷带进行了研究,认为靠近压铸件心部缺陷带的形成与压室预结晶有关,而靠近表层的缺陷带的形成则与压室预结晶组织的分布没有关系。
图5:基于压室预结晶理论的缺陷带形成机理示意图 有研究认为缺陷带为膨胀剪切带,其形成是由于具有一定固相分数的金属液所表现出的类似颗粒材料在剪切变形过程中的流变特性,见图6。凝固过程中含一定固相分数的金属液相当于压实的颗粒材料,在切应力的作用下会相互推挤发生膨胀造成局部变形,并集中在剪切带处最终达到一个临界状态。液态金属由于压差被引至膨胀剪切带内,随着凝固进行,带状区域的金属液对邻近区域的凝固收缩进行补缩,而在凝固后期带状区域自身的凝固收缩不能得到有效的补缩,因此在带状区域形成了集中的缩孔缩松。将膨胀剪切理论应用于镁合金冷室压铸工艺,可以一定程度上解释双缺陷带的形成机理。在压铸充型过程中,由于激冷作用,压铸件表层会产生一层凝固壳层,在高速充填型腔时金属液流在靠近凝固壳层区域会产生较大的切应力,而该区域呈半固态,在切应力的作用下晶粒会发生运动而产生相应的间隙,最后由于补缩困难而产生靠近表层的缺陷带组织。在凝固过程中,由于增压压力会导致切应力的存在,其作用在半凝固态的晶粒上会引起晶粒的相对运动,并产生相应的间隙,而最后由于补缩困难,产生靠近压铸件中心的缺陷带组织。
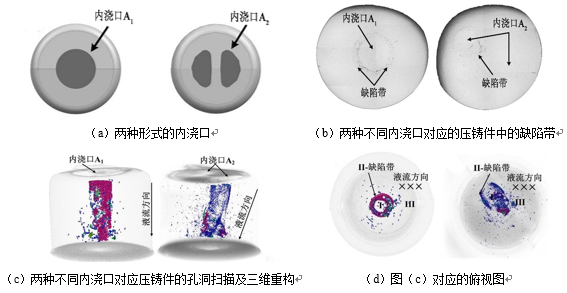
图6:基于膨胀剪切理论的缺陷带形成机理示意图 到目前为止,研究者们并不能系统地解释为何压铸件中有时观察不到缺陷带,而有时是单缺陷带,有时又是双缺陷带甚至多缺陷带,或者不规则的缺陷带。基于已有研究,认为缺陷带的形成受压铸过程压室预结晶及金属液流形态的影响,应当从熔体充填形态、凝固顺序、充型及凝固切应力、糊状区力学特性及补缩机制等方面综合进行考虑。首先,缺陷带是冷室压铸工艺特有的组织现象,可以推断出缺陷带的形成必然与预结晶颗粒或者半固态糊状区有关。其次,缺陷带的形成受压铸过程金属液流形态影响,见图7:压铸过程中拉伸圆棒压铸件端面分别设置两种形式的内浇口,通过金相观察及孔洞扫描可以看到压铸件中缺陷带的形成位置及分布分别与内浇口及液流方向相对应。
图7:金属液流形态对压铸镁合金缺陷带形成的影响 采用电子背散射衍射(EBSD)对镁合金压铸件不同部位的晶粒取向进行分析,发现压铸件表层α-Mg晶粒及心部完整ESCs枝晶未发现孪晶现象,而在心部破碎ESCs晶粒及缺陷带内部ESCs晶粒中,出现大量的孪晶现象。分析其原因,压铸件表层α-Mg晶粒在型腔中形核长大,几乎没有外力作用在α-Mg晶粒上;而ESCs颗粒形核于压室中,并随着冲头的压射过程通过内浇口进入型腔。由于压铸充型过程高速高压的特点,ESCs颗粒在进入型腔过程中会经受液流的冲刷以及后续的增压压力作用,导致部分ESCs晶粒发生旋转破碎,最终破碎的ESCs晶粒内部会产生残余应力形成孪晶现象,而未经受金属液流冲刷及增压压力作用的ESCs枝晶,则完整无缺且没有出现孪晶现象。由缺陷带内部ESCs晶粒出现大量的孪晶现象,说明在缺陷带处有较大的应力存在,也即可以推断缺陷带的形成与充型过程中金属液流冲刷所产生的应力以及后续的增压压力有关。 对缺陷带内部孔洞周围组织的化学成分分布进行分析,见图8,发现孔洞周围组织的Mg及Al元素分布轮廓一致,可完美的拼接,且Al元素在孔洞周围有少量富集的现象。可以推断,在压铸过程中由于高速高压金属液的剧烈冲刷作用以及后续的增压压力作用,处于半固态糊状区的ESCs及α-Mg晶粒破碎或进行转动,在晶粒间形成大于剩余金属液体积的间隙,随着凝固过程进行,由于补缩困难形成沿液流轮廓分布孔洞聚集的缺陷带组织。
图8:缺陷带孔洞周围组织化学成分分析 4、结论 (1)压铸镁合金截面凝固组织以缺陷带为界可划分为3个有明显组织特征差异的区域,其中缺陷带区域内部聚集大量形貌不规则的孔洞,ESCs组织相较于周围ESCs细小,孔洞主要分布在晶界(ESCs或α-Mg)处。 (2)提高低速速度或者缩短浇注时间,压铸镁合金凝固组织中ESCs含量逐渐减小,缺陷带组织愈加明显并向压铸件中心靠拢,缺陷带宽度减小,其内部孔洞更加聚集;高速速度越大,压铸镁合金凝固组织中ESCs越分散,缺陷带向压铸件中心靠拢,在无高速速度情况下,压铸镁合金凝固组织截面出现双缺陷带现象。 (3)缺陷带的形成与分布受压铸充型过程中金属液流形态的影响,在高速金属液的剧烈冲刷及增压压力的作用下,靠近金属液流外轮廓的晶粒发生破碎或转动,在晶粒间形成大于剩余金属液体积的间隙,随着凝固的进行形成沿液流轮廓分布孔洞聚集的缺陷带组织。
作者: 本文来自:《特种铸造及有色合金》杂志2020年第40卷第01期 |

.jpg)





.jpg)

.jpg)

.jpg)
.jpg)