 摘要:基于CATIA进行副车架结构及浇道设计,并利用HyperWorks软件平台建立副车架有限元模型分析其刚度、强度和模态,运用ProCAST软件对副车架低压铸造过程进行数值模拟,并对低压铸造生产的整体空心式铝合金副车架进行可靠耐久性能验证。结果满足了性能要求。 随着环保需求,对汽车节能减排的要求也越来越高,而轻量化是影响纯电动汽车续航里程的关键性能指标,也是实现汽车节能减排的有效途径。副车架是底盘系统质量占比最大的零件,其作为汽车底盘的重要承载件,减缓了地面冲击,衰减了系统振动,隔离了轮胎输入的噪声,对其进行轻量化设计,对节能减排十分重要。传统副车架多采用钢质材料,不利于汽车减重,而铝合金副车架质量轻,有利于降低其质量,改善操作稳定性能,与钢质副车架相比,在达到同样力学性能指标的情况下,铝合金副车架质量仅相当于钢质的 40%,在同样的冲击工况下,铝合金板比钢板多吸收50%的冲击能量[4]。本课题对铝合金副车架在原材料及铸造工艺选择,结构性能分析,低压铸造工艺仿真,台架试验验证等方面进行了研究,成功开发出国内首款整体空心式低压铸造铝合金副车架。 1、材料及工艺选择 传统副车架为钢质,为达到轻量化效果,采用铝合金进行替代。铸造铝合金主要分为4类,即铝锌系、铝铜系、铝镁系、铝硅系。其中,铝硅系合金耐磨、耐腐蚀、气密性好以及流动性好,铝液中加入铜、镁等合金元素可改善材料的力学性能,常用于轮毂和副车架等汽车零部件。综合考虑4种合金系并对标国内外铸造铝合金副车架材料,最终选择AlSi7Mg,其伸长率好,抗拉强度高。 目前,陈磊等运用挤压铸造工艺开发了铝合金副车架,朱德珑等运用数值模拟和试验验证相结合的方法研发了重力铸造铝合金副车架,易斌[7]运用差压铸造开发了铝合金前副车架并进行了试验验证。综合考虑各种铸造工艺,决定采用反重力铸造工艺生产铝合金副车架。相比于其他铸造方式,具有充型平稳、气孔少、夹渣等缺陷少等特点;其充型能力强,有利于形成表面光洁、轮廓清晰的铸件;基于压力充型和补缩,简化了浇冒系统,工艺出品率高。 2、结构性能分析 2.1、有限元模型的建立 通过HyperMesh软件,采用3 mm网格尺寸,对铝合金副车架进行一阶四面体网格划分,铝合金的杨氏模量为1.7×105,泊松比为0.33,密度为2.67g/cm3,副车架上各连接点均采用RBE2单元模拟,RBE2数量共13个。 2.2、刚度分析 为评估副车架的受力变形情况,约束副车架与车身安装点平动自由度Dofs123,在前后控制臂安装点、稳定杆安装点以及悬置安装点加载Fx=Fy=Fz=1000 N,分析各连接点静刚度。要求刚度不低于目标值,副车架静刚度结果见表1。副车架重点考察控制臂Y向刚度以及稳定杆和悬置Z向刚度。由表1可知,控制臂Y向刚度满足要求且相对目标值较大,稳定杆Z向刚度相对目标值高约50%,性能更好,悬置安装点Z向刚度也均满足目标要求。
表1:副车架静刚度分析结果 kN/mm 2.3、强度分析 为考察铝合金副车架在典型工况下的受力特性,加载经过多体动力学载荷分解后的静载荷,采用惯性释放方法对铝合金副车架进行静强度分析。在前后控制臂安装点、稳定杆安装点以及悬置安装点位置施加载荷,静强度分析结果见表2。由表2可知,铝合金副车架在工况6所受应力最大,但满足设计要求,应力结果云图见图1。
表2:副车架静强度分析结果 MPa
图1:工况6静强度结果云图 2.4、模态分析 汽车在行驶过程中会受到来自发动机的激励,为避免副车架结构固有频率与发动机正常行驶的激励频率发生共振,影响乘坐舒适性及部件的耐久度,不施加约束,分析副车架自由模态,分析结果见表3。由表3可知,副车架一阶模态满足目标,其中各阶差均大于20 Hz,性能较好。
表3:副车架自由模态分析结果 Hz 3、低压铸造数值模拟分析 3.1、材料选择及初始条件设定 根据ProCAST软件中的材料数据库,分别对铸件、冒口、砂芯和模具进行材料选择,初始浇注温度和初始填充率设定,见表4。
表4:各部件材料及初始条件 3.2、界面传热及边界条件设定 在铝液充型和凝固的过程中,不同的材料域之间需要进行热量交换,金属和砂之间传热系数为300~1000 W/(m2?K),金属间传热系数为1000~5000 W/(m2?K)。本课题取铸件和铸型的换热系数为1000 W/(m2?K),铸件和砂芯以及砂芯和铸型的传热系数为300 W/(m2?K)。在虚拟模具外表面设置为自然空冷边界条件,在直浇道浇注入口处施加随时间变化的压力,压力曲线见图2。
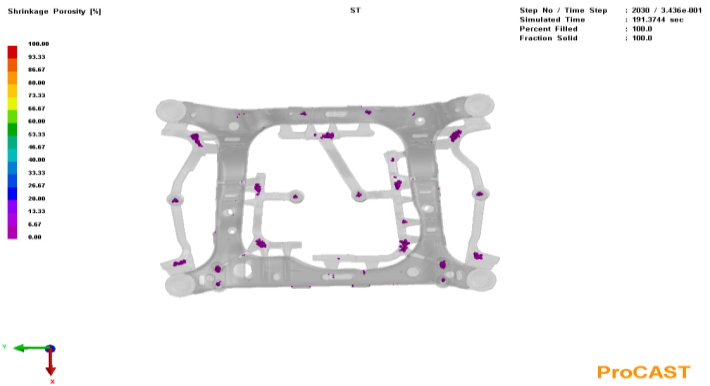
图2:低压铸造副车架压力曲线 3.3、充型和凝固过程模拟 当材料、初始条件及边界条件设置完毕后,在Visual-Cast参数设置界面中选择LPDC Filling后提交计算,在Visual-Viewer中观察充型和凝固过程,其中缩松缺陷结果见图3。
图3:铝合金副车架缩松缺陷图 可以看出,主要缺陷分布在浇道上,其中前后冒口位置缺陷较多,但对铸件没有影响,而铸件上缺陷分布较少且集中在靠近漏砂孔位置。为消除缺陷,提高成品率,通常采用工艺手段进行处理如增大压力,对模具进行保温处理等。 4、试验验证 为验证CAE结构分析及模流仿真的精确性,验证副车架综合疲劳性能是否满足产品性能要求,根据副车架在汽车上的实际装配位置,结合总成各构件,搭建试验台架,进行静强度试验以及疲劳试验。 4.1、侧向力强度及疲劳试验 将后悬架总成搭建试验台架,见图4。试验机液压杆与转向节通过螺栓连接,对其Y向施加载荷,模拟悬架在车辆上所受的侧向力。静强度试验,在Z向预载16 020 N,试验频率为1 Hz ,以0.002 m/s速度对Y向施加从零到16 020 N的加载力,要求副车架不能出现异常变形和开裂;疲劳试验,将Y向试验载荷控制为Fy=1 602±4 806 N,试验频率为1 Hz,要求循环500 000次后,副车架不出现裂纹
图4:侧向力强度及疲劳试验 4.2、纵向力强度及疲劳试验 将后悬架总成搭建试验台架,见图5。试验机液压杆与转向节通过螺栓连接,对其X向施加载荷,模拟悬架在汽车上所受的纵向力。静强度试验,在Z向预载24 030 N,试验频率为1 Hz ,以0.002 m/s速度对X向施加从零到16 020 N的加载力,要求副车架不能出现异常变形和开裂;疲劳试验,将X向试验载荷控制为Fx=±6 408 N,试验频率为1 Hz,要求循环500 000次后,铝合金副车架不出现裂纹。
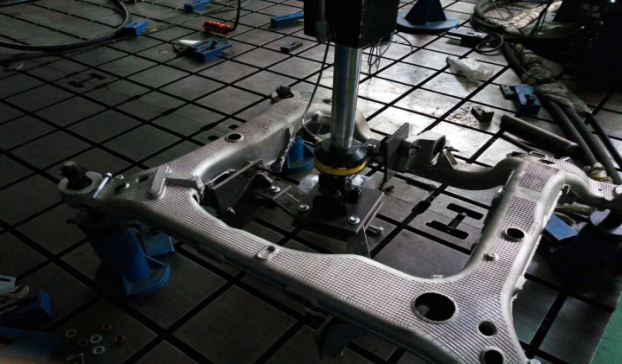
图5:纵向力强度及疲劳试验 4.3、悬置工况强度及试验 将后悬架总成搭建试验台架,见图6。试验机液压杆通过特定连接装置与悬置相连,对其Z向施加载荷,模拟悬置在汽车上所受的垂向力。静强度试验,在试验频率为1 Hz,以0.002 m/s速度对Z向施加从零到4 080 N的加载力,要求副车架不能出现异常变形和开裂;疲劳试验,将载荷控制为Fz=1020±1 530N,试验频率为1 Hz,要求试验500 000次后,铝合金副车架不出现裂纹。
图6:悬置工况强度及疲劳试验 4.4、试验总结 侧向力、纵向力和悬置工况的强度及疲劳试验结果见表5。
表5:铝合金副车架台架试验结果 由台架试验结果可知,此款低压铸造铝合金副车架满足3种典型工况下的静强度及疲劳试验要求。 5、结论 (1)以钢质副车架为原型,设计了整体空心式铝合金副车架,经静强度、静刚度、自由模态分析,获得了满足刚强度、模态性能目标要求的铝合金副车架。 (2)通过MTS台架静强度及疲劳耐久试验,验证了铝合金副车架的数值模拟分析结果是可靠的,表明通过结构分析、低压铸造模流分析及试验验证的方法来制备铝合金副车架是可行的。
作者: 本文来自:《特种铸造及有色合金》杂志2020年第40卷第02期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)



.jpg)