.jpg) 原标题:电机壳后端盖的压铸工艺开发 电机壳后端盖作为新能源汽车电力驱动系统中的重要组成零件,其主要作用是支撑电机转子和固定电机定子,同时防止灰尘、水汽等外部物质进入电机内部,因此对产品的结构强度以及气密性质量都有一定的要求。同时产品轴承孔位置采用局部嵌件后成形,模具需要考虑嵌件的定位与压紧,增加了模具的制作与生产工艺的调试难度,因此保证模具能够稳定生产,模具的前期设计和后期的工艺改善十分重要。 对铝合金电机壳后端盖的压铸工艺进行开发,前期根据产品结构合理布置浇道,采用数值模拟软件对浇注系统进行填充及凝固分析,实际生产过程中发现铸件气孔不易消除。根据产品结构,对不同区域采取不同的解决措施。针对产品末端无法布置渣包的薄壁位气孔,采用镶件排气及增加壁厚以改善铝液流动性;针对浇排末端厚壁位密集型气孔,通过加强冷却,加快局部凝固及产品表面致密层厚度来改善;针对入料口厚壁气孔,分析浇排,并局部加强进料等。试生产结果表明,采用优化方案完成产品的整体气孔改善,降低了废品率。 图文结果 新能源汽车电机壳端盖零件见图1。该零件轮廓尺寸为397.98 mm×91.48 mm×286.46 mm,压铸件质量为5.71 kg,平均壁厚为8.06 mm,投影面积为74 759 mm2,铸件材质为ADC12铝合金。该铸件整体壁厚偏厚,其中最大壁厚为33 mm,最小壁厚为4 mm,壁厚不均。产品轴承室位置局部嵌件,轴承室嵌件材质为45号钢,调制处理,硬度(HRC)为24~30;要求所有的外形尺寸符合图纸装配要求,产品的电机配合面、接线盒盖板安装面有密封要求,轴承孔与半轴孔安装电机转子,加工后外露气孔有一定要求。另外,各圆角位置不能有明显的烧伤、扣伤,产品不得有毛刺、飞边,产品要求气密性检验,具体气密性要求为:试漏压力为22 kPa,允许泄漏量<5 mL/min。
图1 电机壳后端盖产品示意图 根据产品的结构分析,选择合适的动定模分型。另外,产品侧面分两个方向出模,即模具需要设计2个抽芯滑块进行分模,产品动定模分型及滑块分型,从而保证产品的正常出模生产。图2为电机壳后端盖分形设计。图3为电机壳后端盖壁厚分析。根据产品壁厚,以产品定模侧进行分析,左侧局部小面积壁厚较厚,右半边整体壁厚较厚(见图3a),以产品动模侧分析,动模整体为筋条结构,厚壁筋条主要体现在左边(见图3b),因此,产品两侧壁厚极不均匀。为保证壁厚位置有足够的铝料填充,需要加强壁厚位置的浇口布局。
图2 电机壳后端盖分型设计
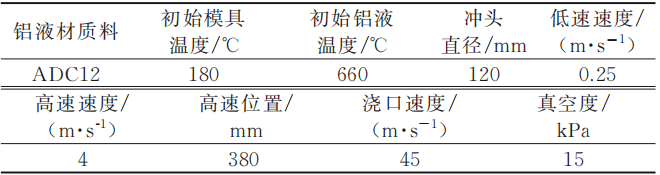
图3 电机壳后端盖壁厚分析 浇排的设计重点在于进浇口的选择,一般需要根据铸件的形状、结构、精度要求确定浇口的位置和形式。根据对该产品结构分析,产品可在滑块1侧及其对侧进浇,但根据产品的关键位置,除产品的电机配合面涉及整个产品外围不受影响,轴承孔与半轴孔在远离滑块1侧,接线盒盖板安装面在动模侧滑块背面受滑块1挡料影响,因此选择将浇口布置在滑块1的对立侧,保证进浇位置离轴承孔与半轴孔近,接线盒盖板安装面不受滑块1挡料影响。内浇口布局,滑块1对立侧的加工端面布置4个内浇口,两侧的非加工位置再各布局1个内浇口加强两侧的充型,同时产品靠外侧的圆孔中间设置搭桥过料,最终浇排系统设计方案见图4。 采用Magma模拟分析,模流分析初始条件设置见表1,并采用p-Q图校核相关工艺的合理性,相关工艺设置合理见图5。
图4 电机壳后端盖浇排系统 表1 模流模拟设置参数
图5 模流设置参数p-Q²图 采用Magma模拟分析产品整铸件充型过程,见图6。可以看出,当铝液充型2.604 s时,靠近主浇道的2条内浇口金属液率先填充进入型腔(见图6a);当充型 2.625 s时,所有内浇口开始填充型腔(见图6b);当充型2.658 s时,铸件整体充型完毕(见图6c)。整个填充过程,经过内浇口的金属液充型时间为44 ms,且产品厚壁位置的金属液率先填充,无填充不足现象,浇排系统满足产品充型要求。 铸件整体气压分布情况见图7。气压值显示较高的区域在浇注系统的渣包以及溢流槽中以及产品部分壁厚大的筋条位置,表明这些位置出现气孔的可能性较大。产品的凝固过程见图8。可以看出,产品填充完成后3 s极少数边缘凝固(见图8a);产品填充完成后12 s绝大多数已凝固(见图8b);凝固慢的位置为产品厚壁处。 在铸件壁厚区域设置冷却水,确保厚壁区域冷却效果,避免此区域出现缩松及缩孔。产品周边采用布置直冷运水,其他位置设计点冷冷却,同时在ϕ5 mm以上芯针采用点冷针,最终冷却系统见图9。
图6 铸件填充过程
图7 电机壳后端盖壳体型腔气压模拟
图8 产品凝固过程
图9 模具冷却系统 根据模具的设计匹配,使用16 000 kN意德拉压铸机进行生产,冲头直径选择120 mm,压射有效行程为620 mm,通过内浇口的铝液质量为6.15 kg,理论高速位置设置为380 mm,压射冲头高度速度为4 m/s,增压位置设置为560 mm,以此作为调试生产的基础参数。机台周边配备全自动生产设备,能有效保证生产过程的稳定性。在实际生产调试时,适当调整高速位置验证产品质量,最终采用高速位置为420 mm、高速速度为4.2 m/s、增压位置为560 mm时,产品质量理想,但通过X射线探伤检测,发现局部仍存在气孔不稳定的情况。产品的气孔状况见图10。 产品内部气缩孔标准:位置1在浇注的最尾端壁厚小于9.5 mm;位置2~4局部壁厚超过9.5 mm,局部按照铝合金壁厚与气孔等级为2级标准;加工后外观标准:位置1和4,小于ϕ0.25 mm的非连接气孔无数量限制,小于ϕ2 mm×2 mm深的非连接孔,每100 mm长度最多2个;位置2和3,小于ϕ0.25 mm的非连接气孔无数量限制,小于ϕ1 mm×1 mm深的非连接气孔,每100 mm长度最多2个。可以看出,加工后外观标准比内部标准更加严格,按照此状态生产并进行CNC加工检验,发现X光检测有气孔的位置均有部分产品气孔加工外露(见图11),因此针对产品气孔需要进一步改善。
图10 电机壳后端盖X光检测结果
图11 产品加工气孔外露结果 方形孔局部结构见图12。方框孔在浇排的水尾位置,处于产品的中间,局部方框壁厚为2.8 mm,因周边无法在方框孔周边布置渣包,局部的气体难以排出,同时产品的壁厚相对产品整体偏薄,所以铝料的局部流动性相对较差,易有冷料堆积。 针对产品的排气与减少冷料的堆积,分析可知,采用渣包排气、排渣是最有效的方式。受产品结构限制,无法直接增加渣包,所以采用多方式综合解决。图13为方框孔侧壁气孔改善措施。措施1是将沿气孔加工外露的侧壁进行割镶件处理(见图13a),利用模具镶块的配合分型面进行排气;措施2是产品局部壁厚加厚至3.8 mm(见图13b),通过局部加厚加强铝液填充的流动性,从而改善冷料局部堆积。综合措施实施后,发现局部气孔改善良好,满足产品品质要求。
图12 方形孔局部结构
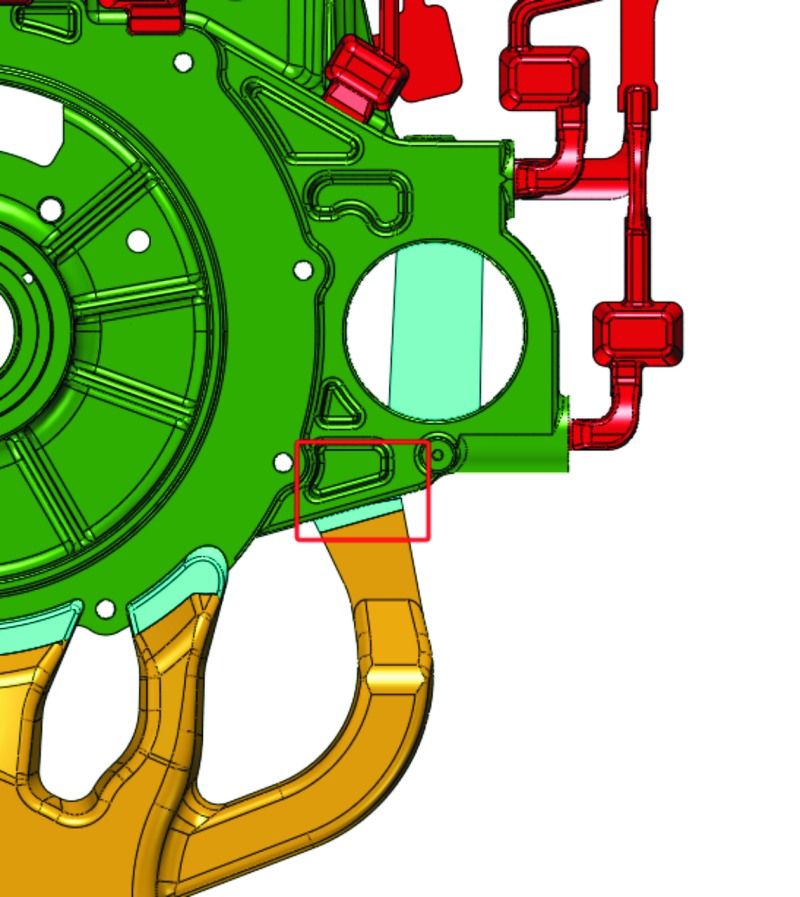
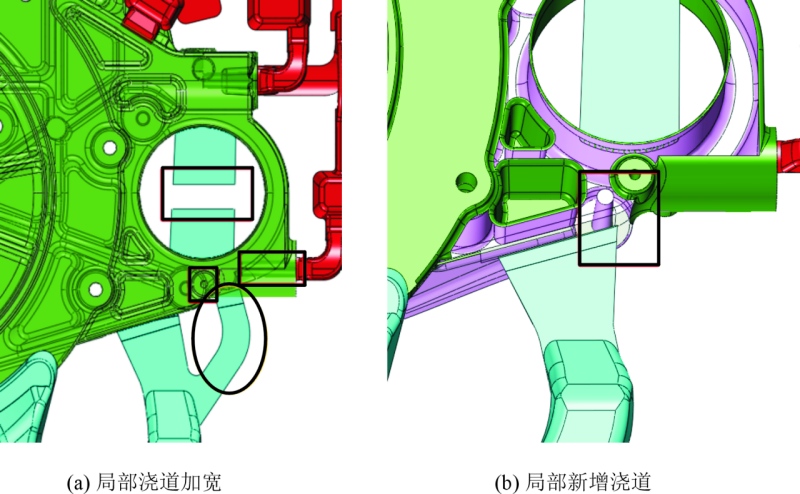
图13 方形孔侧壁气孔改善措施 加工位置2和3气孔,在产品的同一面上,见图14,在产品浇排系统的水尾侧,同时也是壁厚相对较厚的位置。针对产品的厚壁位置,一般局部凝固较慢,当周边的壁薄位置凝固,就断开了局部的补缩通道,内部容易产生缩松。另外根据生产显示内部气孔品质符合标准要求,只是加工导致的气孔外露不符合标准,因此,改善方向主要朝避免外露的方向解决。 针对产品加工面外露且在水尾问题,网纹对浮面的气孔能够起到排气及冷料的效果,改善方法1是在局部端面增加网纹,但改善效果并不明显,因此需要针对厚壁位置的缩松,采用局部增加挤压,在产品未完全凝固时,采用挤压销针进行补缩。这种方式理论可行,但产品密集型气孔相对较分散,单个挤压销无法覆盖全局,多个挤压销针又不太现实,因此方案不可行;考虑采用降低局部模温,改善方法2是在外露的端面增加点冷,加强局部冷却凝固,减轻局部的缩松,同时,降低模具表面温度,使产品表面拥有更厚的致密层,从而减少加工外露的风险。图15为电机配合面气孔改善措施。 加工位置4的气孔,检查产品加工余量为0.6~0.8 mm,符合产品的正常加工余量,同时周边壁厚约为12 mm,气孔在浇排的入料口位置,不存在末端冷料无法排除问题,孔内也布置了运水结构,改善其厚壁位置的冷却导致的缩松。根据对产品浇排的进一步分析,该位置虽有一条浇道,但其正对产品减料位,见图16,阻碍了铝液对局部的填充,因此局部位置气孔可能是铝液填充不足引起。 针对铝液填充不足,同时减小动模具及改动浇注系统,选择加强半轴孔位置的进料。方法1为对局部浇道内浇口进行加宽,宽度超过对应的减料槽,结果导致产品直冲定模芯针,芯针冲击受热后周边缩孔出现,同时芯针断针频繁,模具故障率升高;方法2为直接避开定模芯针与动模抽芯针,在其之间增加一股浇道,同时断开过料防止铝液直接沿过料搭桥产生回流包卷,改进措施见图17。将浇口及搭桥按照方法2改善后,半轴孔的气孔改善显著。
图14 区域位置及壁厚位置
图15 电机配合面气孔改善措施
图16 半轴孔局部进浇
图17 内部包卷及浇口改变 结论 通过对铝合金电机壳后端盖的压铸工艺开发,根据产品分型结构以及进浇原则,选择可行的进浇方案,用数值模拟分析产品的进浇方案和产品浇排系统合理性,同时在模具上做相关措施,缩短项目开发周期。根据实际生产的过程出现的问题与模拟状态进行对比,从而进一步优化产品的浇注系统,改善成形工艺条件,提高铸件品质。 《电机壳后端盖的压铸工艺开发》
廖建强 管维健 肖厚涛 本文转载自《特种铸造及有色合金》 |
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
