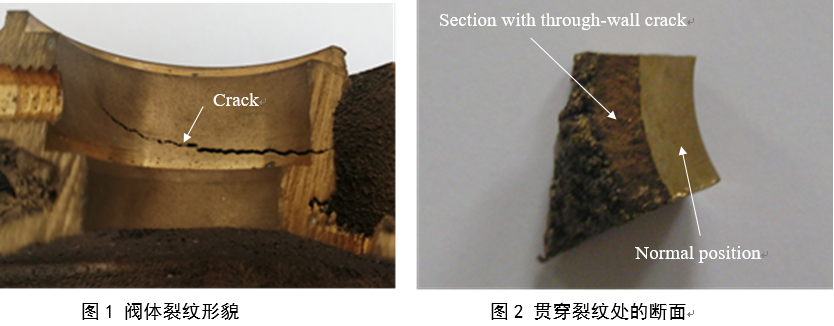
 摘 要:CuZn36Bi0.8铋黄铜低压铸造阀体零件在后续机械加工过程中出现大量开裂现象,采用扫描电镜及能谱分析方法对低压铸造铋黄铜阀体零件开裂的原因进行分析。结果表明,铋黄铜阀体零件发生开裂的主要原因是在低压铸造时Bi元素发生了严重的区域偏析。在低压铸造时,可采用控制凝固时金属液的对流速度,增大冷却速度等方法来减轻或预防铋黄铜阀体零件发生区域偏析。 铅黄铜具有优良的切削性能和良好的物理、化学及力学性能,并且生产成本低,因此被广泛应用于各种领域中,如仪表零件、水管、水龙头、阀门等。但铅黄铜在生产和使用过程中会污染环境,对人体健康产生危害,因此需要研发无铅易切削黄铜。铋与铅的性质相近,可以在黄铜中起到类似的作用,获得良好的切削性能,并且铋是一种绿色金属,无毒,对环境和人类没有危害。某厂使用铋替代铅,采用低压铸造方法生产CuZn36Bi0.8铋黄铜阀体零件,但该阀体零件在后续机械加工过程中出现大量的开裂现象,为了寻找出阀体零件失效的原因,本课题对出现裂纹的低压铸造铋黄铜阀体零件进行了开裂原因分析。 1、试验材料及方法 试验材料为使用低压铸造方法制备的CuZn36Bi0.8铋黄铜阀体零件,铋黄铜阀体零件在机械加工过程中出现开裂现象,其宏观形貌见图1,在阀体的中部出现粗大裂纹,局部位置的裂纹已贯穿整个壁面。 在零件出现贯穿裂纹的部位进行取样,见图2,使用扫描电镜对出现贯穿裂纹处的断面进行观察,并使用能谱仪对正常部位和贯穿裂纹处断面进行成分分析。
2、试验结果与分析 2.1 铋黄铜阀体零件正常部位和贯穿裂纹处断面的化学成分 使用扫描电镜和能谱仪对铋黄铜阀体零件的正常部位和贯穿裂纹处断面的化学成分进行选区分析,结果见表1和表2。在使用能谱仪进行定性分析时,试验所用的能谱仪的检测下限约为0.1%。在阀体零件的正常部位处没有检测到Bi元素的存在,说明在所测正常部位区域Bi元素的含量<0.1%;而在阀体零件存在贯穿裂纹的断面处Bi元素的含量为3%~4%。比较Bi元素在正常部位和存在裂纹部位的所测含量,说明铋黄铜阀体零件在低压铸造时Bi元素发生了严重的区域偏析。
表1:铋黄铜阀体零件正常部位处的化学成分wb/%
表2:铋黄铜阀体零件存在贯穿裂纹处断面的化学成分wb/% 2.2 铋黄铜阀体零件存在贯穿裂纹处断面的微观形貌和微区成分 使用扫描电镜对铋黄铜阀体零件存在贯穿裂纹处的断面进行观测,其微观形貌见图3。在图3中选择3个点进行微区成分分析,结果表3。由3点的微区成分可见,阀体零件在存在裂纹处的断面上,Bi元素的分布也不均匀,而且存在富锌的区域和一些含有Al元素和Fe元素的相,在铋黄铜中加入少量的Al可改善合金的铸造性能,添加少量的Fe元素可以提高合金的强度。
图3:阀体零件存在贯穿裂纹处断面的微观形貌
表3:铋黄铜阀体零件存在贯穿裂纹处断面的微区化学成分wb/% 2.3 铋黄铜阀体零件开裂原因分析 CuZn36Bi0.8铋黄铜阀体零件在低压铸造时Bi元素发生了严重的区域偏析,在Bi元素富集的区域,Bi元素的含量可达3%~4%(见表2)。一般当Bi元素的含量小于1.0%时, Bi元素以颗粒状分布在α相与β相的相界上;当Bi元素的含量达到2.0%时, 其一般以块状分布在相界上;当Bi元素的含量超过2.5%时,其一般以连续膜的形式分布在相界上[5]。 Bi是脆性材料,其表面张力比铅小,熔点也比铅低,当Bi元素以连续膜的形式分布在黄铜中晶界或相界处时,低压铸造时的铸造应力或后续机械加工时的加工应力,容易使铋黄铜阀体零件开裂。 为防止铋黄铜阀体零件发生开裂,需要在低压铸造时预防阀体零件出现区域偏析,可采用以下两个措施: (1)在凝固开始阶段,用加速液体对流的方法,可以细化晶粒,但在凝固过程中,应该使液体的对流运动停止。如果自然对流速度较大,应该外加磁场使对流运动停止,或者加入孕育剂细化枝晶组织,使流动阻力增加,从而减小对流速度,减小区域偏析。 (2)加大冷却速度,缩短固-液两相区的凝固时间。需要使凝固速度尽量增大,如降低铸造温度和铸造速度,均会加快铸件的冷却速度,从而使区域偏析减轻。 3、结论 (1) 铋黄铜阀体零件在低压铸造时Bi元素发生了严重的区域偏析。在Bi元素富集的区域,Bi元素容易以连续膜的形式分布在黄铜中晶界或相界处,在低压铸造时的铸造应力或后续机械加工时的加工应力的作用下,铋黄铜阀体零件容易出现开裂。 (2)在低压铸造时,可采用控制凝固时金属液的对流速度,增大冷却速度等方法来减轻或预防铋黄铜阀体零件发生区域偏析。
作者: |




.jpg)

.jpg)
.jpg)