 原标题:蓄能器壳体多级挤压压铸工艺设计与实践 摘要:蓄能器壳体承载较大,结构复杂,铸件的壁厚差超过10 mm以上,铸造气孔须控制在0.2 mm以内。采用多级挤压压铸工艺,合理设计压铸进料、排气系统和冷却系统,解决了铸件气孔问题,增强了蓄能器壳体承载能力,可以为类似产品提供参考。 蓄能器壳体主要由两部分组成,外壳体侧面主要承担载荷,内壳体承担蓄能高强弹簧安转和密封功能,外壳体安装在变速箱上,壳体筒体部分壁厚为4 mm,外壳两侧承载部分壁厚在10~16 mm。
图1:蓄能器壳体模型
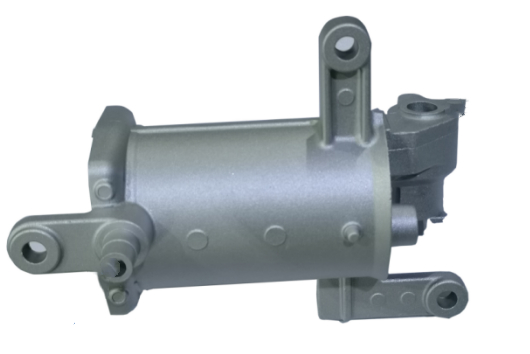
图2:蓄能器壳体毛坯实物 图1是蓄能器壳体示意图。图2是蓄能器壳体。压铸工艺成形零件的壁厚一般在1~6 mm之间,蓄能器壳体平均壁厚为4.0 mm,但是排气口位置壁厚为10.5 mm,进出油口位置壁厚为16 mm,压铸成形时内部必然会产生缩孔和气孔,经过精密加工后导致蓄能器泄漏,无法实现进出油口部位和排气口的致密性。针对这个问题,本课题采用同一模穴多级顺序挤压工艺,根据模具型腔内铝合金温度的差异进行顺序挤压压铸。 1、模具设计 (1)模具进料系统设计 1.1 仿真粒子场分析
图3:粒子场 图3为充型的粒子流动状态。可以看出,4股铝液在模具型腔内填充时间均控制在6 ms以内,确保铝液在恒温状态填充,铝液的流动性基本保持一致,填充阻力最小,铸件成形效果最佳;20 ms以内将冷料和残余气体全部 推进溢流口和排气块。 模具进料系统设计见图4,主浇口进料确保蓄能器器壳体筒体部位优先进料;辅助浇口进料对主浇口进料最晚到达的部位进行精准直接补料,实现整个模具型腔均匀同步进料。一路集中主排气块,主要收集筒体部位主进料口的冷料和气体;一路侧面长距离辅助排气,两路辅助渣包口排气,使得每一路进料末端的冷料和气体都能顺利排出,粒子场仿真符合设计要求。
图4:进料排气设计图 1.2 模流仿真压力场分析
图5:压力场 蓄能器壳体成形过程模具型腔内压力经过仿真分析,算出每一路进料末端的排气压力值,根据排气压力值设计排气槽的截面积,减少了快速填充阻力,使模具型腔内的残余气体在20 ms以内基本排出,确保模具型腔主要部位压力在0.13MPar以内;两处壁厚的部位气压大于0.15 MPar,只能采用两个方向挤压压铸,即动模和定模各安装一个挤压销。 1.3 挤压销机构设计 挤压装置有由挤压销、油缸两部分组成,根据实际成形需要计算得出局部挤压力的大小,设计挤压销的直径和液压油缸活塞杆的直径。由于挤压销工作部位长时间处于高温区域,因此挤压销工作部位需要镀钛处理,挤压销内部需要设计高压点冷却。为了确保局部挤压成形效果,一般情况下局部挤压压强是压铸增压压强的5倍以上,使得被挤压的两处能够快速凝固并及时得到补缩,减小缩孔,见图6。
图6:挤压机构设计 2、挤压压铸工艺设计 1.1 压铸工艺参数设计 设计进料速度、铝液温度、模具温度等,由于蓄能器壳体的壁厚差较大,筒体部位壁厚为3 mm,在对进料温度,进料速度,增压压强等参数进行多次试验,最终选择660 ℃较为合适,内浇口进料速度选择48 m/s,增压压强为90 MPa。
表1:压铸工艺参数 1.2 挤压工艺设计 根据冷凝顺序不同,两个局部挤压销的工作顺序必须要调整。整个铸件是在90 MPa压力下实现快速成形的,因此要让两处厚壁处与整个筒体同时凝固,就需要在这两处增加更大的压力,促使铝液快速凝固。经过试验得出挤压销1压力为450 MPa,需要延时3 s工作;挤压销2压力为800 MPa,延时4 s工作。 1.3 CT切片检测分析 蓄能器壳体经过压铸模具优化设计和压铸挤压工艺优化后,模具已经实现批量生产,铸件内部质量详见CT切片报告图7。蓄能器壳体的排气口和进出油口位置的的缩孔大小显著减小,即缩孔在0.8 mm以下,完全达到设计要求。
图7:蓄能器壳体CT报告 3、结语 局部壁厚大于10 mm的压铸件在成形过程必然产生缩孔,通过局部挤压工艺技术可以将缩孔控制在0.8mm一下,提高了铸件的合格率和内部质量。挤压销设计必须要符合高强度要求并且冷却充分,在大于5倍增压压力的工况下,挤压销不会变形弯曲。该技术可以实现更加复杂的集成化设计汽车机构件一次压铸成形,对于解决一个铸件多处壁厚大于10mm以上压铸模具和工艺开发有极高的参考和应用价值。
文章作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)