.png) 原标题:大型压铸机压射系统保压状态静态结构力学仿真分析 摘要 压射系统作为压铸机的关键系统,生产过程包含快压射、慢压射、减速以及保压四个阶段。其中保压阶段压射系统近似承受静态载荷,是系统受力最大的阶段,对该阶段进行研究具有重要意义。本文将压铸机压射系统拆分为三大部分,分别为压射室部分、液压缸部分以及增压缸部分,基于有限元方法对其进行了保压状态下的静态结构仿真,分析不同关键部件在保压状态的变形、应力与应变,并进一步针对压射系统中的易损件冲头进行不同尺寸的仿真分析,探究其影响规律。 压力铸造作为一种高效的精密铸造方法,因其生产速度快,铸件尺寸精度高且表面光滑等优点,在汽车、航空航天、机械、电子、医疗器械、数码产品、通信设备、精密仪器仪表和家电等领域被广泛应用。压铸机作为压铸生产过程中最重要的技术装备,其性能的优劣直接决定了压铸产品的质量,生产的效率以及生产运行的成本。根据压射室受热条件的不同,压铸机被分为热室压铸机和冷室压铸机两类。热室压铸机的压射室与坩埚装在一起,压射室置于熔炉金属液中,压射系统安装在金属熔炉的上方。而冷室压铸机的压射室与坩埚各自独立,在压铸生产时利用自动给汤机的机械手将金属液从坩埚中送入压射室进行压铸。冷室压铸机又根据其机械机构,模具放置位置和方向,以及压射室的工作条件可分为立式冷室压铸机、卧式冷室压铸机和全立式压铸机三类。其中,卧式冷室压铸机由于压射力较大,操作简单方便,易于维修和实现自动化,在压铸机行业中应用较为广泛。卧式冷室压铸机通常由机架、合模系统、压射系统、电气控制系统、液压传动控制系统和周边设备等六部分组成,其每一部分都对压铸机起重要的作用。 压射系统是将熔融金属液注入压铸模具型腔进行充填成形的装置,是压铸机对压铸产品质量影响最重要和最直接的部分。压射系统的性能直接决定了压铸机的铸造压力、压射速度和增压压力等重要参数,并最终影响压铸产品的性能与品质。Zhai等对压射系统的液压原理进行了研究,并通过调整系统各部分的运行参数以及对得到的仿真数据进行处理,建立了压射系统的仿真模型,并建立了一套由数据驱动的压铸机压射系统智能监控系统。钟建辉等针对压铸机压射时压射速度与插装阀阀芯位移量关系理论模型误差大的问题,提出了一种基于时间序列数据驱动的压铸机压射速度系统的机理模型,可较准确地预测阀芯位移量。仿真模拟在一定程度上可以反映机械运行的实际情况,并可据此在机械设计阶段进行优化调整。李葳等建立了压射系统中增压部分的数学模型,分析了影响压铸机增压过程中压力飞升速度的因素,提出了提高压力飞升速度的一系列方法,并用AMESim仿真软件进行了验证。Jadhav等采用数值模拟仿真的方法对冷室压铸机的压射系统进行了优化设计,并通过修改冷却系统的位置达到了提高压铸机使用寿命的目的。王会刚等采用有限元方法,对压铸机送料过程中冲头与熔缸之间的摩擦进行了仿真分析,为研究冲头磨损和提高冲头寿命提供了有力的支持。 压射系统在完成压射工作时会经历慢压射、快压射、减速以及保压四个过程,其中保压阶段是压射系统中受到压铸机液压系统最大作用力的阶段,对于压铸系统各部件的使用影响较大。因此对该阶段压射系统各部件进行静态结构仿真分析,可以推测出实际生产中最易受损变形的部件位置,据此可以进一步在压铸机的设计阶段进行针对性的优化设计,以达到提高其使用性能的目的。本文将压铸机压射系统拆分为三大部分:第一部分是压射室部分(包括压射室与冲头);第二部分是液压缸部分(包括液压缸、液压缸活塞以及液压缸活塞杆);第三部分是增压缸部分(包括增压缸、增压缸活塞以及增压缸活塞杆)。分别对上述三大部分进行保压状态下的静态结构仿真,分析其变形、应力和应变等。并针对压射系统中的易损件冲头,单独进行不同尺寸的对比研究,探究其影响规律,选出更优的冲头尺寸参数。 1压射系统的原理分析 典型的压铸机压射系统剖视图如图1所示,其中包括快压射蓄能器、增压蓄能器、液压阀、活塞、活塞杆、压射冲头和压射室等。目前大型压铸机的压射系统具备四级压射,分别为慢速压射阶段、快速压射阶段、减速阶段和保压阶段。压铸机慢速压射阶段压射速度较慢,快压射蓄能器开始加压,蓄能器液压阀打开,液压油进入压射腔内推动压射腔内的活塞运动,与活塞相连的冲头以较低的速度通过压射浇口。该阶段是将压射室内的熔融金属液缓慢推过浇道,以免速度过快导致金属液中卷入空气而影响铸件质量。压射系统快速压射阶段压射速度较快,当冲头经过浇口后,快压射蓄能器的液压阀全部打开,压力液体快速进入压射腔,从而压射冲头也快速推动金属液进入模具型腔。该阶段速度较快,金属液可以在其凝固前快速充满型腔,避免速度过慢造成充型不充分。减速阶段为减速结束增压开始,目的是减小型腔在充满时的冲击,可以减小飞边,减少模具损耗。压射系统保压阶段不间断地给金属液施加稳定高压,高速阶段结束后快压射蓄能器液压阀关闭,增压蓄能器液压阀打开,增压蓄能器中的高压液体进入增压腔,推动增压活塞和活塞杆,经过压射腔的压力传递,将压力作用到金属液上,在强大的压力作用下维持一段时间。该阶段可以将前两个过程中金属液中卷入的气泡经过高压作用而消散并加速产品凝固成形,对提高铸件的品质有很大作用。
图1 典型的压射系统剖视图 2压射系统三维建模及静力学仿真设置 2.1 压射系统三维建模 压射系统主体部分大致分为三个部分:压射室部分(包括压射室与冲头)、液压缸部分(包括液压缸、液压缸活塞以及液压缸活塞杆)、增压缸部分(包括增压缸、增压缸活塞以及增压缸活塞杆)。使用SIEMENS NX 1899软件将上述三部分分别进行三维建模,并完成装配。图2所示为本研究简化后的用于数值模拟仿真的压射系统三部分的装配数值模型。
图2 压射系统装配数值模型 压射室部分具体尺寸如图3所示,液压缸部分具体尺寸如图4所示,增压缸部分具体尺寸如图5所示。
图3 压射室部分数值模型
图4 液压缸部分数值模型
图5 增压缸部分数值模型 2.2 静力学分析 在压铸生产过程中,压铸机的合模系统首先合模,使模具处于压紧状态,然后利用压射系统将金属液压射至模具型腔中。在这一压射过程中,压射系统经历了慢压射、快压射、减速和保压的过程。而在生产过程中,保压的时间较长,因此,在保压过程中可以将压射系统看作是一个承受静载荷的过程,可以简化为静力学方程进行求解。 利用四面体单元划分网格,建立压铸机压射系统的有限元模型。四面体满足弹性力学的基本假设,离散后的压铸机压射系统的静力学方程为:
式中:[K]为整体结构刚度矩阵,可表示为:
式中:
式中:{u}为结构上各离散点的位移向量;{R}为结构中所受外力的向量;{D}为材料的弹性矩阵;{B}为单元的几何矩阵。 2.3 压射保压状态仿真 将在SIEMENS NX 1899软件中建立的三维模型分模块进行文件导出,包括:①压射室部分的装配体;②液压缸部分的装配体;③增压缸部分的装配体。采用ANSYS Workbench中的静态结构模块进行仿真模拟。操作步骤大致分为以下内容。 (1)导入三维模型文件,进行结构材料选择。冲头、液压缸活塞以及增压缸活塞选择材料为球墨铸铁QT500-7;压射室、液压缸以及增压缸选择材料为H13热作模具钢;液压缸活塞杆和增压缸活塞杆选择材料为45号钢。材料的具体参数如表1所示。
表1 材料参数 (2)设置合理的网格大小及种类进行网格划分,得到三维模型的有限元分析模型:进行网格划分,将压射室、冲头和液压缸活塞杆设置网格大小为30 mm,对液压缸、液压缸活塞、增压缸和增压缸活塞等薄壁部件进行更小尺寸的网格划分,设置其网格大小为20 mm。统计所得压射室部分网格节点数为155515个,网格单元为69534个;液压缸部分网格节点数量为310949个,网格单元数量为125653个;增压缸部分网格节点数量为310949个,网格单元数量为125653个。 (3)根据各部件受力情况进行受力设置以及边界约束等条件:各部件均受到标准重力,重力加速度为9.8 m/s²;冲头右端与其他部件刚性连接设置为固定支撑约束;压射室、液压缸、增压缸、定模板及基座等部件固定,设置为固定支撑约束;压射保压过程中,冲头与金属液接触端受到最大保压力,液压缸活塞与增压缸活塞受到来自增压蓄能器带来的最大保压压力,该三部分接触面均施加100 MPa的压力。添加求解模块(包括变形分析、应力以及应变分析),进行求解计算,并对计算结果进行后处理分析。 3增压保压状态静力学计算结果分析 3.1 压射室部分变形、应力、应变分析 压射室部分的变形云图如图6所示。对于冲头部分,冲头在与金属液接触的部分变形最大,达到0.286mm,变形量从左往右逐渐减小,当超过冲头长度1/6左右时,变形量降低为0.01 mm左右。这一结果为冲头设计提供了指导,冲头既要求有高的热强性,又要求有高的冷热疲劳抗力,冲头部分的材料应使用更为耐热、耐磨及强度更高的其他材料。为保证冲头的高强度和高耐性,冲头制造的工艺流程应该为:锻造,消除应力回火,粗加工,淬火,精加工。冲头的长度可取为整杆长度的1/6左右,也就是300 mm左右,冲头杆的长度取值大约为1 700 mm。对于压射室,由于其与压铸机的定模板刚性固定,设置为固定支撑约束,因此压射室在保压过程中变形量较小,最大变形处仅为0.064 mm,产生在压射室最左端的位置。
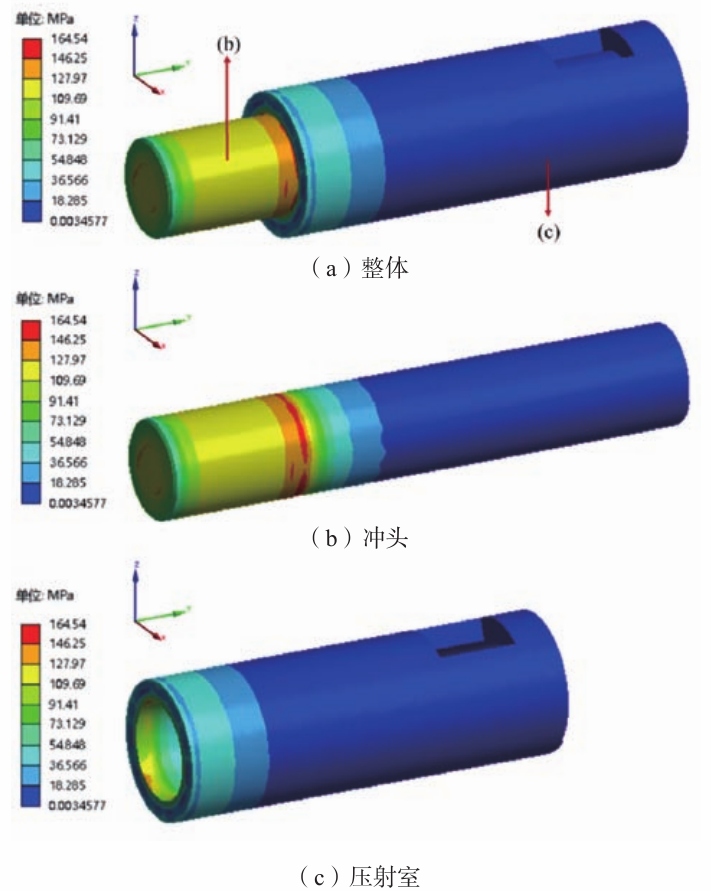
图6 压射室部分总变形云图 压射室部分的等效应力云图如图7所示。可以看出,冲头在距离左端1/4位置,也就是保压状态下与压射室最左端接触的位置产生的等效应力最大,其值为164.5 MPa。从冲头与压射室左端接触点开始,向左逐渐减小,端点处最小等效应力值为62.8 MPa,向右也逐渐减小,最小值为0.003 MPa。压射室等效应力最大值出现在左端面的内径处,其最大等效应力值为146.3 MPa,往右逐渐减小,当距离左端点距离大致为压射室整体长度的1/6时,达到最小的等效应力值,为0.003 MPa。
图7 压射室部分等效应力云图 压射室部分的等效应变云图如图8所示,可以看出,冲头在与压射室左端接触的地方出现最大的等效应变值为0.000 85 mm/mm。从冲头与压射室左端接触点开始,向左逐渐减小,端点处最小等效应变值为0.000 28 mm/mm,向右也逐渐减小。压射室等效应变最大值出现在左端点处,其最大等效应变值为0.000 76 mm/mm,往右逐渐减小,当距离左端点距离大致为压射室整体长度的1/6时,达到较小的等效应变值,大致为0.000 19 mm/mm。
图8 压射室部分等效应变云图 3.2 液压缸部分变形、应力和应变分析 液压缸部分产生的变形云图如图9所示。液压缸由于处于固定支撑约束,因此其变形几乎为零,可以忽略不计。液压缸活塞杆受到来自液压缸活塞传递过来的增压力,在右端产生了变形。液压缸活塞杆在与液压缸活塞接触的地方所产生的变形最大,达到了0.141 mm,仅在中心部位的较小面积范围内达到了最大变形值。在右端接触面上,沿着径向方向向外,变形值逐渐减小,在最外圈达到最小值,约为0.088mm。在液压缸活塞杆的长度方向上,变形量从右至左逐渐减小。液压缸活塞由于受到来自右端增压缸活塞杆的压力,因此产生变形。液压缸活塞与增压缸活塞杆接触的部分产生的变形最大,最大值为0.158 mm。沿着液压缸活塞右端面的径向方向向外,变形量逐渐将减小,活塞外圈部分产生的变形为0.035 mm。
图9 液压缸部分总变形云图 液压缸部分产生的等效应力云图如图10所示。液压缸整体所受等效应力较小,最大等效应力出现的地方为液压缸与液压缸活塞接触的地方,其最大值仅为73.1 MPa。液压缸活塞杆受到来自右侧液压缸活塞传递的压力,作用在液压缸活塞杆的右端面。在端面上,等效应力由中心往外减小,中心处最大应力值为121.8 MPa,外直径位置的最小应力值为70.3 MPa。
图10 液压缸部分等效应力云图 应力沿杆的长度方向骤然减小。当距离右端面为整杆长度 的1/10时,应力值就减小到最小值,大约为0.2 MPa。液压缸活塞右端受到增压缸活塞杆的压力,其等效应力从中心往外径方向向外逐渐增大,活塞右端面中心处最小等效应力为24.4 MPa,边缘处最大等效应力值为219.2 MPa。液压缸活塞左端与液压缸活塞杆接触,其等效应力从中心处往外径方向先减小后增大,中心处等效应力大小为121.8 MPa,然后减小到52.2 MPa,到达边缘处时,其达到最大等效应力,约为170.5 MPa。 液压缸部分所受等效应变云图如图11所示。液压缸整体的等效应变较小,在与液压缸活塞接触的地方出现最大值0.000 39 mm/mm。液压缸活塞杆右端面的等效应变由中心处往外逐渐减小,中心处等效应变为0.000 51 mm/mm,边缘处等效应变为0.000 39 mm/mm。在液压缸活塞杆长度方向上,距离右端面距离为整杆长度的1/10时出现最大值,大约为0.000 64 mm/mm。液压缸活塞的右端面的等效应变值从中心处往边缘处逐渐增大,中心处最小等效应变值为0.000 13 mm/mm,边缘处最大等效应变为0.001 16 mm/mm。液压缸活塞接触液压缸活塞杆的左端面,活塞的等效应变值先减小后增大,中心处的等效应变为0.000 63 mm/mm,然后减小为0.000 34 mm/mm ,再增大,到边缘处时最大应变值为0.000 89 mm/mm。
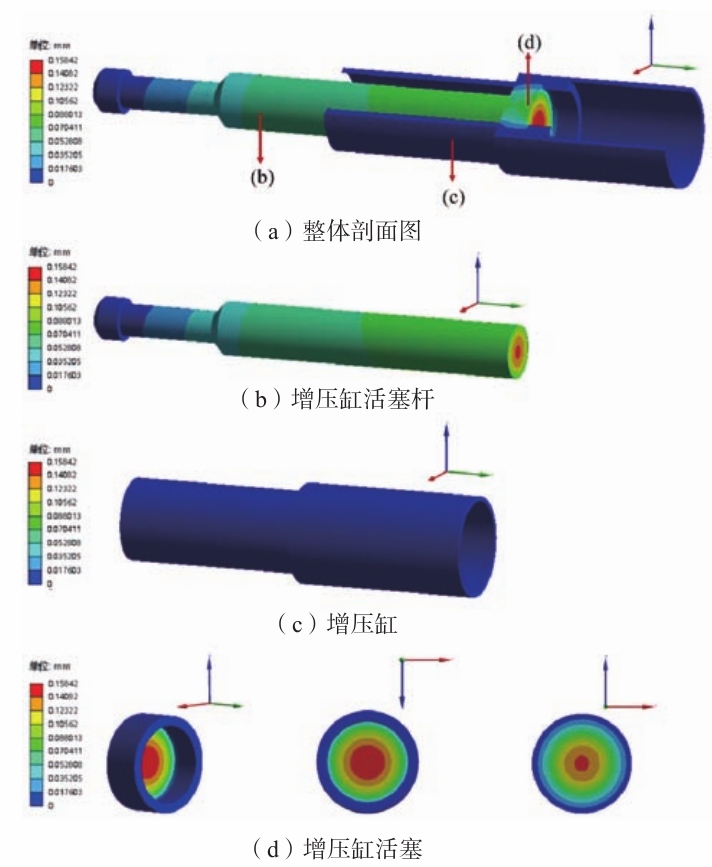
图11 液压缸部分等效应变云图 3.3 增压缸部分变形、应力和应变分析 增压缸部分产生的总变形云图如图12所示。增压缸活塞杆右端受到来自增压缸活塞传递过来的压力,在右端面产生了最大变形,达到了0.158 mm,仅在中心较小面积范围内达到了最大变形值。在增压缸活塞杆的右端面上,沿着径向方向向外,变形量逐渐减小,在最外圈达到最小值,约为0.089 mm。在增压缸活塞杆的长度方向上,变形量从右至左逐渐减小。增压缸由于与压铸机机座保持刚性固定,因此其外接触面设置为固定支撑约束,其变形量几乎为0。增压缸活塞右端面受到来自右端液压油的压力,产生最大变形值0.158 mm,最大变形涉及范围大致为增压缸活塞杆的截面积。增压缸活塞左端面与增压缸活塞杆进行接触的部分同样达到了最大变形值0.158 mm,但其最大变形涉及的面积范围明显小于活塞右端面,沿着活塞左端面的径向方向向外,变形量逐渐减小,活塞外圈部分产生的变形几乎为0。
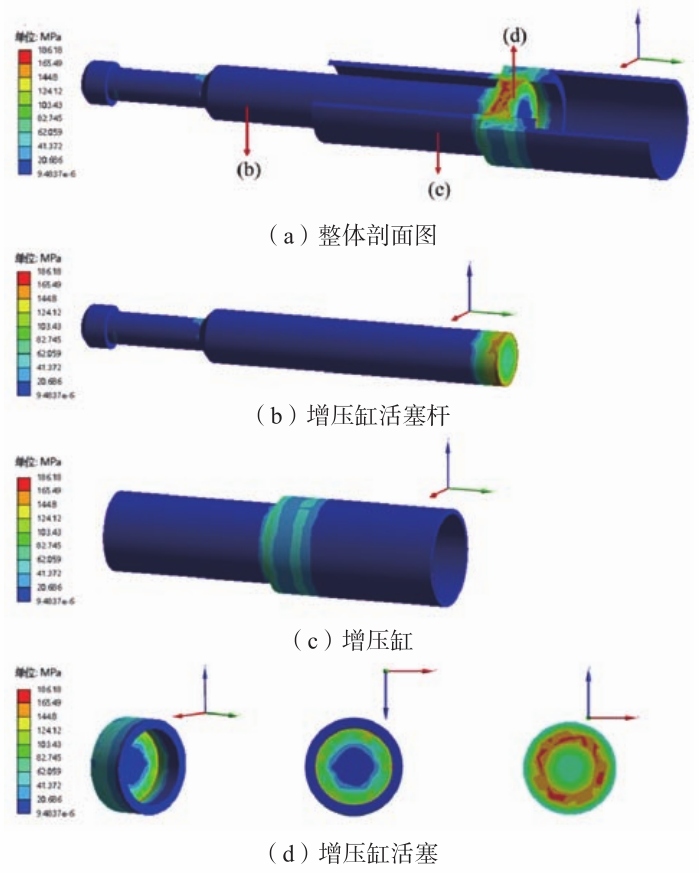
图12 增压缸部分总变形云 增压缸部分所受等效应力云图如图13所示。增压缸活塞杆受到来自右侧增压缸活塞传递的压力,作用在增压缸活塞杆的右端面。在活塞杆右端面上,等效应力由中心往外增大,中心处最小应力值为62.1MPa,外直径位置的最大应力值为165.5 MPa。等效应力沿杆的长度方向骤然减小。当距离右端面为整杆长度的1/12时,应力值减小到最小值。增压缸的等效应力在两管连接处最大,等效应力最大值为53.6 MPa。增压缸活塞受到来自增压蓄能器产生的液压力,作用在活塞右端面上,等效应力的分布情况为由中心往外逐渐增大,中心最小值为16.8 MPa,边缘处最大应力值为152.4 MPa。增压缸活塞左端面与增压缸活塞杆接触。由等效应力图分析可知,活塞左端面接触活塞杆的端面,最大等效应力出现在增压缸活塞杆横截面外圈直径的位置,其最大值达到186.2 MPa。从活塞对应于活塞杆外圈直径的位置,沿径向方向往内逐渐减小,增压缸活塞的中心位置所受的等效应力大小为41.4 MPa;沿径向方向往外也逐渐减小,增压缸活塞的外圈位置所受的等效应力大小为103.3 MPa。
图13 增压缸部分等效应力云图 增压缸部分所受等效应变云图如图14所示,增压缸活塞杆右端面的等效应变由中心处往外逐渐增大,中心处等效应变为0.000 37 mm/mm,边缘处等效应变为0.000 98 mm/mm。增压缸应变最大值出现在两管相接触的位置,最大等效应变值为0.000 74 mm/mm。增压缸活塞右端接触液压油,等效应变的分布情况为由中心往外逐渐增大,边缘处最大等效应变值为0.00109 mm/mm。增压缸活塞左端的最大等效应变出现在与增压缸活塞杆右端外圈接触的圆上,最大等效应变为0.001 11 mm/mm。活塞接触活塞杆的端面,从压射杆外圈直径的位置,沿径向方向,由内逐渐减小,增压缸活塞的中心位置所受的等效应变大小为0.000 35 mm/mm;沿径向方向,由外也逐渐减小,增压缸活塞的外圈位置所受的等效应变大小为0.000 58 mm/mm。
图14 增压缸部分等效应变云图 3.4 冲头尺寸的影响 经计算结果以及生产实践经验知道,压铸机的冲头和压射室是压铸机重要的组成部分,尤其是冲头,在压铸送料过程中最容易失效。冲头的长径比是影响冲头使用性能的重要因素之一,因此需要对其进行重点研究。冲头尺寸已进行模拟计算的具体尺寸为长度2 000 mm,直径360 mm,所对应的压射室尺寸为:长度1 500 mm,外径520 mm,内径360 mm。另设计了不同尺寸的冲头参数,并配合冲头直径,相应改变了压射室内径,保持压射室厚度不变的情况下,相应调整压射室的外径,冲头与压射室的具体尺寸参数如表2所示。
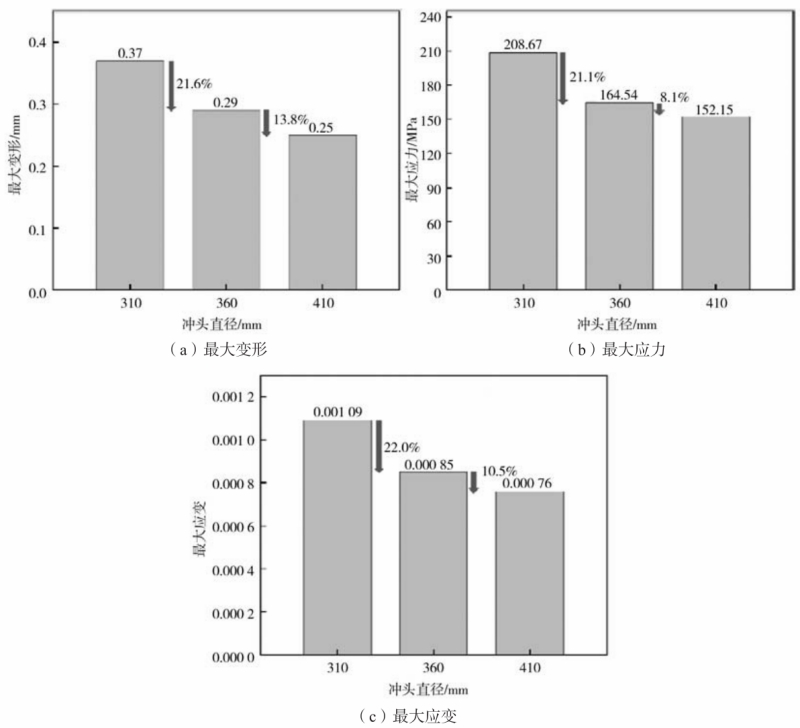
表2 压射室、冲头尺寸参数 对不同尺寸的冲头和压射室进行相同的受力设置,在相同的受力情况下(以组别2冲头横截面积乘以压强100 MPa计算所得值为三组的共同受力值)进行模拟计算,组别1冲头处换算压强为134.86 MPa,组别2为100 MPa,组别3为77.10 MPa。如图15所示为不同尺寸的冲头的变形、应力和应变柱状图。由计算结果分析可知,随着冲头直径的增大,冲头产生的最大变形、最大应力以及最大应变均呈现减小的趋势。冲头直径从310 mm增加到360 mm,冲头产生的最大变形从0.37 mm减小到0.29 mm,减小了21.6%;最大应力从208.67 MPa减小到164.54 MPa,减小了21.1%;最大应变从0.001 09 mm/mm减小到0.000 85mm/mm,减小了22.0%。而当冲头直径从360 mm增大到410 mm,冲头最大变形只减小了13.8%,最大应力减小8.1%,最大应变减小10.5%。由此可以看出,相同的受力情况下,进一步增大冲头直径,虽然会进一步减小冲头所产生变形、应力以及应变,但其减小的幅度明显降低。且进一步增大冲头尺寸,会相应导致压射室尺寸增大,从而带来生产成本上升的问题。因此,在本研究中,综合考量选择360 mm为更优的尺寸,因为该尺寸在明显降低了变形和应力应变值的基础上,还保证了一定的经济适用性,控制了成本。
图15 不同直径冲头所受最大变形、最大应力以及最大应变的变化。 4结论 (1)冲头的最大变形出现在与金属液接触的部分,达到0.286 mm,最大应力以及最大应变出现在冲头与压射室左端接触的地方,分别为164.54 MPa和0.000 85 mm/mm。 (2)液压缸活塞的最大变形出现在与右端增压缸活塞杆接触的地方,达到0.158 mm,最大等效应力以及最大等效应变从活塞中心往外径方向逐渐增大,边缘处最大等效应力值以及最大等效应变值分别为219.16 MPa和0.001 16 mm/mm。 (3)增压缸活塞的最大变形、最大等效应力以及最大等效应变均出现在活塞与活塞杆接触的部分,最大变形值为0.158 mm,沿着活塞的径向方向向内,变形量将逐渐减小,向外也逐减小。 (4)冲头的最大变形、最大应力以及最大应变均随冲头直径的增大而减小,但降低的幅度较小。综合考量最佳的冲头直径取值为360 mm。 作者:
林兆富 徐慧 夏伟 王庆文 本文来自:铸造杂志,《压铸周刊》战略合作伙伴 |
.png)
.png)
.png)
.png)
.png)
.png)
.png) 为单元的刚度矩阵,可表示为:
为单元的刚度矩阵,可表示为:.png)
.png)
.jpg)
.jpg)
.jpg)

.jpg)


.jpg)

.jpg)
.jpg)