.jpg) Simulation Soft —— 这是两个英文单词。翻译成中文,有的译成模拟软件,有的译成模流软件。 模拟和模流,一字之差,从其字面可这样理解:模流——模拟流动,模拟——预测预判。那么从压铸铸造的角度来说,两个译词是否完全一致,可以百分百的互用呢,我们可通过下面的案例来分析下。
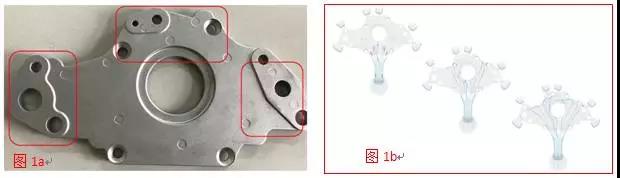
图1 产品缺陷位置与迈格码粒子充型流态 如图1a所示,红色线框标示位置产品有起皮缺陷,通过迈格码充型粒子流态分析(图1b),我们发现产品缺陷位置没有得到金属液的直接充型,用一句通俗的话来概括,缺陷位置是堆满的,不是充满的。所以根据这个案例情况,我们通过流态的分析,找出了问题的原因,确定了缺陷位置,所以从这个角度来讲,Simulation Soft应该是可以说成为模流分析软件,其思路过程如下: 使用Simulation Soft→通过流态分析→确定缺陷原因和位置
但我们再回过头来仔细看看上面的这个流程,我们注意到排在这个流程最末端的,同时也是我们最关心的终极目标———是确定缺陷原因和位置,而不是排在倒数第二的流态。 接下来,通过迈格码的全面分析,我们来观看迈格码Simulation Soft除了流态之外的众多其它路径,直接帮我们锁定缺陷原因和位置(我们最关心的)。
图2 迈格码模拟结果 如图2所示,一共有六个迈格码分析结果,这六个结果分别带了不同的含义,但是它们同时都反馈出了产品充型的死角和末端,也就是产品的实际缺陷位置和原因。所以我们可以跨过流态直接从这六个结果找到问题所在。
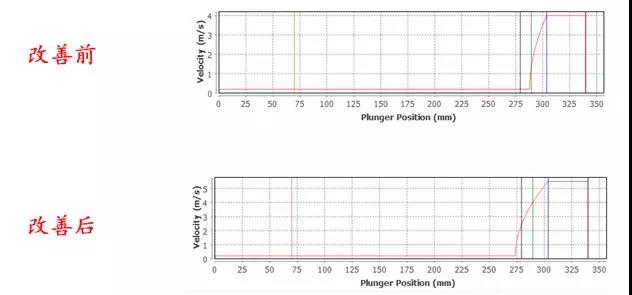
图3 缺陷解决方法汇总 问题明确之后,迈格码教育学院将所有改善方法进行汇总归类(如图3a所示)。根据这个产品的具体情况,我们主要有两个改善方向,1为提高压射速度,也就是调整压铸工艺。此种方法最为简单直接,可立刻在压铸机上进行,但是出于长期性和稳定性的考虑,所以持久性有限。2为调整浇注系统,缺陷位置直接增加浇注系统,加强那里的充型,此种方法最为有效,但需要大动作的修模。针对该种情况,可以先在迈格码软件里调整压射速度(如图4所示),观察改善情况。
图4 改善前后压射速度曲线
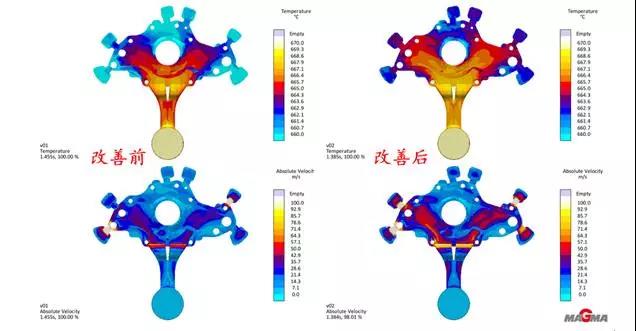
图5 改善前后模拟对比 如图5所示,压射速度调整后,产品成型温度得到提高,缺陷得到改善,但是其主充型通道并没有变化,只是强行的靠速度的提升来提高了温度。所以从模具寿命等方面来考虑,此方法可短时间内使用,但不是长久之计,所以应直接引浇注系统加强对死角的充型(不做附图) 结 论 1. 流态是方法和手段,但不是目的,正如唐玄奘西天取经,取经只是方式,而拿到了经书后,普渡了众生才是最终的目的; 2. 我们如何通过流态来判断出产品成型的好坏?如文章开头所述,我们通过迈格码粒子流态判断出,产品出现缺陷是因为该区域不是主充型区域,为充型不足所致。但如果在这个位置增加了浇道,有了金属液充型,那么我们再依靠什么来判断这个位置的成型好坏? 同时我们的模具型腔是有空间体积上的高度,宽度和长度的,而我们高压的特性又决定了我们的流态不可能是同时间占满整个空间的顺序充型,一定会有空间上的死角,这样的话我们又怎么判读? 所以我们要回到压铸的最本质——时间,速度,温度,体积。通过多方面,多结果,大数据(如图2-图5所示)来统计和计算出现在的浇注系统能否为我们压射出高品质的铸件。 ※西峡汽车水泵股份有限公司、迈格码(苏州)软件科技有限公司联合撰稿 |


.jpg)

.jpg)
.jpg)