收藏
我要投稿
邮件订阅
首 页
压铸主机
周边设备
机器人
车用件
铝镁锌
铸造工艺
技术应用
名企专栏
更多
更多
熔炉坩埚
机边设备
模具及配套
压铸展
整车
建材
玩具
应用
相关
高压铸造
低压铸造
挤压铸造
重力铸造
半固态
3C
登 录
注 册
当前位置:
首页
>
技术应用
镁合金压铸模快速设计系统开发研究
实践证明,镁合金压铸模快速设计系统能快速完成复杂型腔压铸模的设计,对复杂镁合金压铸模的设计具有参考价值。
镁合金
压铸模
CAD集成系统
2021/1/19 10:27:47
继续阅读
压铸件设计与铸造厂协同开发技术发展趋势
文章分析了客户(主机厂)对铝合金铸造企业的需求变化、汽车铝合金铸件设计思路和要求、铸造企业所必须具备的几个协同开发技术及铸造技术的发展趋势。
压铸件设计
协同开发技术
铸造技术
2021/1/13 10:04:29
继续阅读
电机带减速箱端盖压铸件的模具设计及后处理
针对该端盖铸件外形不规则且内含二空间正交轴承孔,必须经切削精加工方法可满足止口与机座、轴承室与轴承的高精度配合要求,展现一套定位准确、夹紧可靠无变形、翻转精度高、结构简捷合理、...
减速箱
端盖铸件
侧浇口
夹具体
2021/1/7 9:24:49
继续阅读
压铸变速箱中间板二次加工工程能力提高措施
通过分析某车型压铸变速箱中间板的结构特点及二次加工工艺,发现转台精度、刀具刚性,以及加工中心的热变误差是影响该产品工程能力不足的主要因素。
变速箱中间板
二次加工
转台精度
刀具刚性
2021/1/5 10:14:16
继续阅读
离合器壳体压铸成形的缺陷分析及对策
针对某离合器壳体铝合金的压铸成形,应用数值模拟方法,了解铝合金液体流动充型状态与铸件缺陷的分布,优化了铸件的浇注系统与排气系统,大大降低了模具的开发周期。
离合器壳体
数值模拟
浇注系统
高真空压铸
2020/12/23 9:39:13
继续阅读
铝合金薄壁壳体低压铸造工艺研究
结果表明,选择合适的浇注位置并设计合理的浇注系统,有利于薄壁铸件的成形,并利用CAE软件模拟优选出合理的铸造工艺方案。
薄壁铝合金铸件
低压铸造
3D打印砂型
2020/12/16 10:26:26
继续阅读
压铸件包紧力的动态分析
压铸合金的凝固过程中,铸件的收缩对模具产生包紧力,模具材料也在温度变化中收缩,铸件与模具的协同变化造成包紧力的动态变化。
收缩率
热膨胀系数
顶出故障
2020/12/8 8:09:55
继续阅读
铝合金材料发展现状、趋势及展望
针对我国在一些关键铝合金材料方面存在的短板,以及在高性能铝合金开发、加工工艺与智能控制等原创技术方面的不足,系统梳理了目前我国在铝合金材料方面存在的主要问题。
汽车工业
船舶工业
空天领域
2020/11/22 22:33:43
继续阅读
铝合金压铸云基座的开裂机制的研究
结果表明,ADC12合金在铸造过程中产生大量的缩孔、偏析等缺陷,特别是在弯角部位,存在偏析瘤。
铝合金基座
2020/11/11 10:22:43
继续阅读
铝合金壳体压铸工艺的设计及优化
根据分析结果优化原工艺方案,对优化方案进行再一次的模拟分析,得到符合生产要求的工艺方案。
铝壳体
压铸工艺设计
数值模拟
2020/11/6 10:34:59
继续阅读
真空压铸减震塔的工艺改善分析
本课题研究一款真空压铸铝合金减震塔用于全铝弧焊车身平台车型,对工艺改善过程进行了分析,并对减震塔性能进行了评价从而保证产品满足设计使用要求。
真空压铸
减震塔
弧焊
2020/11/4 9:12:20
继续阅读
压铸铝合金横梁开发的优化工艺方案
以软件推荐的最优方案为指引进行试制,结果表明,原本需要多次试制和改善的方案,实现了T0试模后直接量产的状态,最大限度的节约了成本,压缩了开发周期。
铝压铸
模拟
自动优化
2020/11/2 17:05:38
继续阅读
挤压铸造铝合金发动机悬置支架的性能研究
本课题主要研究固溶时效热处理工艺对挤压铸造A356.2铝合金发动机悬置支架显微组织与力学性能的影响,为工业化生产提供指导。
挤压铸造
悬置支架
固溶时效
显微组织
2020/10/21 8:50:17
继续阅读
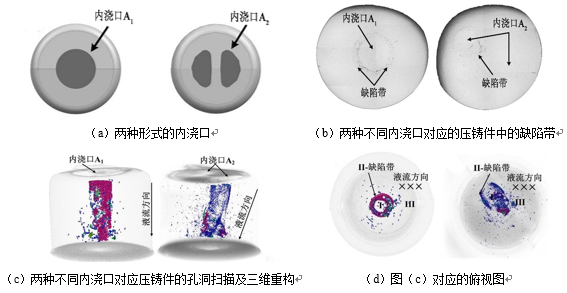
压铸镁合金缺陷带的研究
研究表明,冷室压铸镁合金中出现的气缩孔、ESCs、缺陷带等对压铸件的力学性能有着较大的影响。
镁合金
冷室压铸
缺陷带
微观组织
2020/10/16 10:32:23
继续阅读
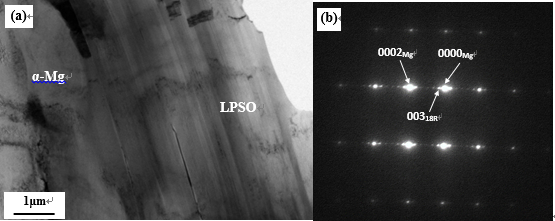
高强韧镁合金制备加工技术的研究
结果表明,流变挤压铸造能有效细化合金的微观组织。合金的基体组织由尺寸较大的α1-Mg和尺寸较小的α2-Mg晶粒组成,LPSO结构呈细小的网状结构均匀地分布在晶界处,LPSO结构的含量越低,...
LPSO结构
流变挤压铸造
2020/10/10 9:34:02
继续阅读
第21页共25页
上一页
16
17
18
19
20
[ 21 ]
22
23
24
25
下一页
...
[ 25 ]
热门推荐
世嘉科技依托压铸、钣金等工艺 拟募资投建新能源电气箱体等项目
世嘉科技
募集资金
项目建设
广东鸿图:超低速压铸在新能源汽车电机支架制造中的应用
电机支架
低速压铸技术
满足厚壁件、镁合金件生产需求,宇部推出TS系列压铸机并在中国量产
宇部
TS 系列压铸机
从气孔到焊接缺陷,汽车电子的内部风险该如何被看见?
蔡司
2D X射线检测
E周行情
更多>>
20
6月
第555期E周情报
铭利达
一汽铸锻
华阳集团
现代汽车
13
6月
第554期E周情报
文灿集团
天濠新材料
鸿特科技
广东鸿图
06
6月
第553期E周情报
华阳集团
得鑫科技
金华达亚
上海精智
回页顶部
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


.jpg)

.jpg)



.gif)
.jpg)
.jpg)
.jpg)
(1).jpg)